

So I am following the First time builder thread of a track. The question occurred to me, what are the pros and cons of deeper braid vs surface level braid? I am not talking about tape. Why would the final depth be set at .15 instead of .10 or surface level? Are there reasons? Perhaps tire wear, braid wear, braid damage, shorting if a chassis is too low? And how deep is too deep?

Theory behind braid depth
Started by
Brian Czeiner
, Nov 12 2024 02:03 PM
7 replies to this topic
#1

Brian Czeiner
-
- Full Member
-

- 531 posts Joined: 04-March 08
Race Leader
- Gender:Male
- Location:Tyler, TX
Posted 12 November 2024 - 02:03 PM
If it's not a Caveman, It's HISTORY! Support Your local raceways!
#2
MrFlippant
-

- Full Member
-
- 303 posts Joined: 12-May 14
On The Lead Lap
- Gender:Male
Posted 12 November 2024 - 03:56 PM
Just enough that the tires and car parts don't contact the braid too much, but not so deep that they disrupt the car when the car does slide out a little too much.  Also why the braid edge is a little bit away from the slot wall... all to reduce wear and tear on the braid from anything other than the slot car braid.
Also why the braid edge is a little bit away from the slot wall... all to reduce wear and tear on the braid from anything other than the slot car braid.
I think.
- S.O. Watt, Tim Neja and Steve Ogilvie like this
Greg Gaub
#3
Bill from NH
-

- Full Member
-
- 14,848 posts Joined: 02-August 07
Age scrubs away speed!
- Gender:Male
- Location:New Boston, NH
Posted 12 November 2024 - 03:57 PM
I would think it would depend upon what you were using for braid. There are all sorts of different braid thicknesses that could be used. I would question if the actual depth makes much of a different. It does make a difference how you set up the front of your chassis. I would think braid even with a track surface is apt to be more vulnerable to getting ripped up. When we ran drop arm wing cars in the 60s & 70s, braid depth was never discussed or an issue. Sometimes we even ran on a stapled braid.
Bill Fernald
I intend to live forever! So far, so good.
I intend to live forever! So far, so good.
#4
Bill Seitz
-

- Subscriber
-
- 596 posts Joined: 20-February 21
Still Half-Fast After All These Years
- Gender:Male
- Location:Tucson, AZ
Posted 12 November 2024 - 05:29 PM
Greg Gaub is spot-on in my opinion. The braid should be just enough below flush to keep the car tires from dragging over it which not only dirties the braid, but wears it. The tracks I see where the braid is quite deep I think got that way because of multiple braid replacements that have over time peeled up some of the MDF and created a deeper slot.
I've run into tracks where the depth of track braid causes a pickup contact issue unless the pickups are stretched long and narrow so they won't hang on the track surface and prevent them from dropping down to the deeply set track braid. This same condition also reduces the effectiveness of the guide because of less blade in the slot.
- usadar likes this
#5
MSwiss
-

- IRRA National Director
-
- 25,939 posts Joined: 16-April 06
Grand Champion Poster
- Gender:Male
Posted 12 November 2024 - 08:10 PM
A couple of No's on the last post.
I don't think you can sink the braid low enough for the tires not to run over it.
Certainly not common recesses like my .015-.020".
You are dealing with downforce, tire compression and car tilting.
I'll add a pic to this post to demonstrate(done)
Also, the only time you have the potential of less blade in the slot is the perfect storm of a deep recess with a shallow depth slot.
A slot so shallow that you have to trim the bottom of the blade as not to bottom out and launch the car.
As far as a normal depth slot, with a deep recess, one just adds guide washers for optimal blade engagement.
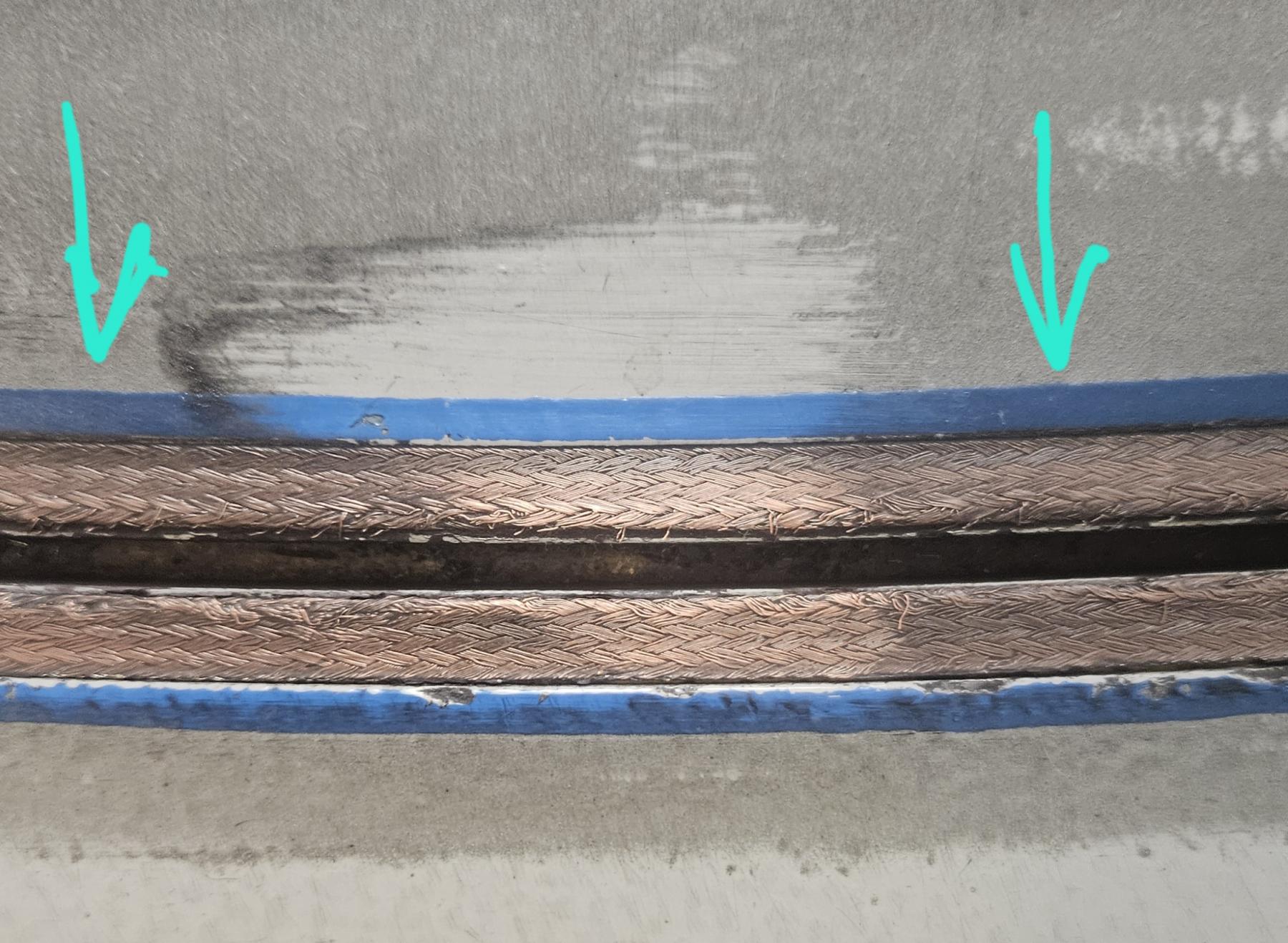
I cleaned my King fairly recently or this would be even more obvious. I obviously cleaned a spot to show what the braid looks like after cleaning, before cars have run on the track. The arrows show the direction the car fishtails.If the recess "protected" the braid, the braid at the inner edge of the recess would be clean or cleaner. It's actually a bit dirtier.
- stoo23 and Bernie like this
Mike Swiss
Inventor of the Low CG guide flag 4/20/18
IRRA® Components Committee Chairman
Five-time USRA National Champion (two G7, one G27, two G7 Senior)
Two-time G7 World Champion (1988, 1990), eight G7 main appearances
Eight-time G7 King track single lap world record holder
17B West Ogden Ave., Westmont, IL 60559, (708) 203-8003, mikeswiss86@hotmail.com (also my PayPal address)
Note: Send all USPS packages and mail to: 692 Citadel Drive, Westmont, Illinois 60559
#6
Steve Ogilvie
-

- Subscriber
-
- 633 posts Joined: 17-November 14
Race Leader
- Gender:Male
- Location:Kincardine, Ontario, Canada
Posted 16 November 2024 - 06:41 AM
I used to aim for a braid depth of 10 to 15 thou below the track surface. It is hard to be consistent because of paint thickness and glue thickness but you can cut the relief very accurately as long as you go back and forth at least 3 times and rotate your router 180 degrees each pass. About 40 thou was what I used. As your bit gets dull you have to go back and forth until all the little circles you see disappear.
As far as the braid goes, there are only two types in common use both made by the same company - Continental Cordage (name has been changed I think) - and one had a nominal width of 1/4"and one with an actual width of at least 1/4". Cat #s were 231 and 231-1 I think, the correct #'s are in my how to build thread just going by memory here. The wider braid is thicker, has the same number of strands but the strands are slightly thicker.
Most distributors that stock braid for slot car tracks will only carry those two sizes. There are endless sizes and types of braid but usually they are made to order for specific apps. The only reason slot car track braid is readily available is these two sizes are used in many applications accross many industries.
- Cheater, mjsh and NSwanberg like this
#7
MrFlippant
-
- Full Member
-
- 303 posts Joined: 12-May 14
On The Lead Lap
- Gender:Male
Posted 16 November 2024 - 12:05 PM
And no matter what you get or how it measures with a ruler or caliper, make a test piece to make sure your settings and measurements achieve the desired results with everything done, paint, tape, braid, etc.
Measure twice, cut once.
I think.
- Sloter likes this
Greg Gaub
#8
jimht
-

- Subscriber
-
- 1,624 posts Joined: 16-February 06
Checkered Flag in Hand
- Gender:Male
- Location:The Alamo City
Posted 17 November 2024 - 09:04 AM
The braid used for slot car tracks uses only 36 gauge strands in different numerical combinations:
Usually composed/designated like this: strands per bundle/number of bundles/wire gauge
i.e.. 5/24/36-3/16" wide, 7/24/36-7/32" wide, 10/24/36-nominal 1/4' wide, 13/24/36-9/32" wide
The actual final dimensions are quite variable depending on picks per inch (tighter or looser weave), pressure and tension when flattened, and whether the braiding machine operator had enough coffee or is working on a Monday or a Friday.
The most popular 7/24/36 can easily measure wider than 7/32 if it is flattened with more pressure, or has fewer picks per inch, but it gets thinner as it gets wider, varying from .025"-.032"thick, and one gets more broken strands during production.
My production braid, over hundreds of thousands of feet, whether tinned copper or tinned copper coated steel, varied 5%-10% between batches and it was a constant battle maintaining tolerances and quality.
Experiments with 38 gauge and 34 gauge stranding either produced braid that wore out sooner or was not flexible enough for corners or banking.
- Cheater, Tim Neja, stoo23 and 3 others like this
Jim Honeycutt
"I don't think I'm ever more 'aware' than I am right after I hit my thumb with a hammer." - Jack Handey [Deep Thoughts]









