

Interesting article on how solder works to join metals:
What the flux: How does solder work anyway?
Cheers,

How solder actually works
Started by
Half Fast
, Nov 26 2018 11:34 AM
19 replies to this topic
#1

Half Fast
-
- Subscriber
-

- 2,628 posts Joined: 02-May 07
Keeper Of Odd Knowledge
- Gender:Male
- Location:NYC, Long Island
Posted 26 November 2018 - 11:34 AM
- Geary Carrier and Slot-Racer like this
Bill Botjer
Faster then, wiser now.
The most dangerous form of ignorance is not knowing that you don't know anything!
Never attribute to malice that which is adequately explained by stupidity
#2
MSwiss
-

- IRRA National Director
-
- 25,945 posts Joined: 16-April 06
Grand Champion Poster
- Gender:Male
Posted 26 November 2018 - 12:21 PM
Sort of interesting, but comments like:
Intermetallics are necessary to a good solder joint, but like so many things, too much of a good thing can be a bad thing. Intermetallics tend to be brittle, so if the intermetallic layer is too thick, the joint can be mechanically weak. There can also be voids within the intermetallic layer that add to mechanical instability.
How does one determine this?
IOW, how do you know when you have too thick of an intermetallic joint?
Intermetallics are necessary to a good solder joint, but like so many things, too much of a good thing can be a bad thing. Intermetallics tend to be brittle, so if the intermetallic layer is too thick, the joint can be mechanically weak. There can also be voids within the intermetallic layer that add to mechanical instability.
How does one determine this?
IOW, how do you know when you have too thick of an intermetallic joint?
Mike Swiss
Inventor of the Low CG guide flag 4/20/18
IRRA® Components Committee Chairman
Five-time USRA National Champion (two G7, one G27, two G7 Senior)
Two-time G7 World Champion (1988, 1990), eight G7 main appearances
Eight-time G7 King track single lap world record holder
17B West Ogden Ave., Westmont, IL 60559, (708) 203-8003, mikeswiss86@hotmail.com (also my PayPal address)
Note: Send all USPS packages and mail to: 692 Citadel Drive, Westmont, Illinois 60559
#3
Dave Crevie
-

- Full Member
-
- 4,662 posts Joined: 16-February 09
Posting Leader
Posted 26 November 2018 - 01:08 PM
Basically, you don't know if the join zone is effective. If the parts don't break apart when reasonable force is applied, thenyou should be able to trust the joint. In industry, X-ray inspection is used to check soldered, brazed and welded joints. But most of us don't have that equipment available. Through experience, a person will learn how to properly prepare surfaces for soldering. You can show him how, but he won't really understand it until he has had a joint fail.
I think that in the video, the presenter is trying to convey that a tight fit between the two parts to be joined is very important.
Lead solder, or any solder for that matter, has very little tensile strength on its own. The chemical bond formed when the solder is melted creates the strength. Too much solder between the two parts makes a weaker joint.
I think that in the video, the presenter is trying to convey that a tight fit between the two parts to be joined is very important.
Lead solder, or any solder for that matter, has very little tensile strength on its own. The chemical bond formed when the solder is melted creates the strength. Too much solder between the two parts makes a weaker joint.
- Cheater and Slot-Racer like this
#4
Jay Guard
-

- IRRA National Director
-
- 2,876 posts Joined: 10-December 06
Posting Leader
- Gender:Male
- Location:DeLand, FL
Posted 26 November 2018 - 01:43 PM
Mike:
There's really no non-destructive way of finding out the thickness of intermetallics in a solder joint. Generally this is determined in a laboratory where samples of the items to be soldered are prepared and then those samples are cut, mounted, and polished, and then inspected under extreme magnification. This is generally done to develop a process plan for the items being manufactured.
A good example of this is in the high-reliability missile electronics I was involved with. First we had to tin a gold-plated electrical contact, wick off that solder, tin it again, and then wick that solder off. Only then could we make the final solder joint. This was to remove virtually all of the gold plating which, if left on, would produce a very brittle gold/tin intermetallic layer and lead to cracked joints in this extreme vibration environment. This process was determined by very extensive and expensive laboratory testing, not something that could be done at home.
- Cheater and Slot-Racer like this
Jay Guard
IRRA Board of Directors (2022-Present),
Gator Region Retro Racing Director (2021-Present)
SERRA Co-Director (2009-2013)
IRRA BoD advisor (2007-2010)
Team Slick 7 member (1998-2001)
Way too serious Retro racer
#5
Dave Crevie
-
- Full Member
-
- 4,662 posts Joined: 16-February 09
Posting Leader
Posted 26 November 2018 - 01:59 PM
The problem is that destructive testing is not viable for us hobbyists, who don't want to ruin a joint just to see if it meets specs. Just give it a tweek. If it breaks, it's no good.
#6
Slot-Racer
-

- Full Member
-
- 267 posts Joined: 01-December 17
On The Lead Lap
- Gender:Male
- Location:CA
Posted 26 November 2018 - 02:49 PM
Solder is interesting creature. When I was little I always though it was neat how when it falls on other objects it just turns into a ball or splats.
Mario Damis
#7
Cheater
-

- Root Admin
-
- 25,727 posts Joined: 14-February 06
Headmaster of the asylum
- Gender:Male
- Location:Norcross, GA
Posted 26 November 2018 - 04:52 PM
The problem is that destructive testing is not viable for us hobbyists...
I can assure you I did a lot of destructive testing during my years as an active slot racer! LOL!
I didn't really mean to be doing destructive testing, of course...
- Half Fast and boxerdog like this
Gregory Wells
Never forget that first place goes to the racer with the MOST laps, not the racer with the FASTEST lap
#8
tonyp
-

- Member at Peace
-
- 15,325 posts Joined: 12-February 07
Grand Champion Poster
- Gender:Male
- Location:Sanford, FL, land of lizards and big roaches
Posted 26 November 2018 - 06:00 PM
It’s black magic.
- Pablo, Tim Neja, Slot-Racer and 1 other like this
Anthony 'Tonyp' Przybylowicz
5/28/50-12/20/21
Requiescat in Pace
#9
MSwiss
-
- IRRA National Director
-
- 25,945 posts Joined: 16-April 06
Grand Champion Poster
- Gender:Male
Posted 26 November 2018 - 06:07 PM
There's really no non-destructive way of finding out the thickness of intermetallics in a solder joint. Generally this is determined in a laboratory where samples of the items to be soldered are prepared and then those samples are cut, mounted, and polished, and then inspected under extreme magnification. This is generally done to develop a process plan for the items being manufactured.
A good example of this is in the high-reliability missile electronics I was involved with. First we had to tin a gold-plated electrical contact, wick off that solder, tin it again, and then wick that solder off. Only then could we make the final solder joint. This was to remove virtually all of the gold plating which, if left on, would produce a very brittle gold/tin intermetallic layer and lead to cracked joints in this extreme vibration environment. This process was determined by very extensive and expensive laboratory testing, not something that could be done at home.
Thanks for the reply, Jay.
It’s black magic.
That guy in the link must be used to working on something very tricky.
If assembling slot car chassis was that precise, half of them would be falling apart in practice. LOL.
- Pablo, tonyp and boxerdog like this
Mike Swiss
Inventor of the Low CG guide flag 4/20/18
IRRA® Components Committee Chairman
Five-time USRA National Champion (two G7, one G27, two G7 Senior)
Two-time G7 World Champion (1988, 1990), eight G7 main appearances
Eight-time G7 King track single lap world record holder
17B West Ogden Ave., Westmont, IL 60559, (708) 203-8003, mikeswiss86@hotmail.com (also my PayPal address)
Note: Send all USPS packages and mail to: 692 Citadel Drive, Westmont, Illinois 60559
#10
Mr. M
-

- Full Member
-
- 593 posts Joined: 04-July 11
Race Leader
- Gender:Male
- Location:Florida Space Coast
Posted 26 November 2018 - 08:02 PM
Intermetalics are set by process which includes temperature and cleaning, and materials chosen for solder content and materials to join. Reproduce these and you get the same result. The known materials used for slot racing for solder content, flux, temperature are well known and are good choices because they work. There is not much room for improvement here.
Chris McCarty
#11
Rotorranch
-

- Full Member
-
- 1,755 posts Joined: 22-November 10
What's a title?
- Gender:Male
- Location:Atlanta, GA
Posted 26 November 2018 - 08:49 PM
I can assure you I did a lot of destructive testing during my years as an active slot racer! LOL!
I didn't really mean to be doing destructive testing, of course...
I think I did a pretty good job of destructive testing on one of your cars at Flashbacks one time... And nothing broke!
I guess your soldering iron works OK!
Rotor
- Cheater likes this
Jeff Chambers


"Kinky Kar"
"Kinky Kar"
#12
MattD
-

- Full Member
-
- 3,561 posts Joined: 13-August 11
Posting Leader
- Gender:Male
- Location:IN
Posted 26 November 2018 - 09:24 PM
Soldering isn't hard to do, only hard to master. I can't come near the pretty work most of you guys do.
But I learned that the adjoining metals need to melt the solder, not the tip of the iron. For a long time I melted solder into my work instead of getting the work hot enough to melt the solder and pull it in (intermetallics).
I can make a pretty sound joint now. Still not pretty, but it stays together.
But I learned that the adjoining metals need to melt the solder, not the tip of the iron. For a long time I melted solder into my work instead of getting the work hot enough to melt the solder and pull it in (intermetallics).
I can make a pretty sound joint now. Still not pretty, but it stays together.
Matt Bishop
#13
team burrito
-

- Full Member
-
- 2,204 posts Joined: 15-September 06
Posting Leader
- Gender:Male
- Location:SF Bay area
Posted 26 November 2018 - 11:54 PM
i never have a bad solder joint because i use a torch & use stay clean flux. that's it.
Russ Toy (not Troy)
First Place Loser in the JK Products
International D3 Builders Competition
First Place Loser in the JK Products
International D3 Builders Competition
#14
NSwanberg
-

- Full Member
-
- 2,041 posts Joined: 01-April 09
Posting Leader
- Gender:Male
- Location:Canton, MI
Posted 27 November 2018 - 02:46 AM
A good joint comes from experience.
A bad joint comes from a lack of experience.
Remember the Steube bar! (ask Raisin)
SUPPORT YOUR LOCAL RACEWAY!!
"The denial of denial is the first sign of denial." Hank, from Corner Gas
"Death before disco!" Wanda from Corner Gas
Nelson Swanberg 5618
Peace be with all of us and good racing for the rest of us.
Have controller. Will travel. Slot Car Heaven
#15
proptop
-

- Full Member
-
- 469 posts Joined: 17-February 06
On The Lead Lap
- Gender:Male
- Location:Upstate NY
Posted 27 November 2018 - 08:00 AM
Interesting article... thanks...
Did yaz all scroll down and see the pic of the young lady and the way she's holding onto the soldering iron?
(And by the looks of it, she's gonna solder the motherboard battery!?)
Did yaz all scroll down and see the pic of the young lady and the way she's holding onto the soldering iron?
(And by the looks of it, she's gonna solder the motherboard battery!?)
- Half Fast likes this
Tom Hemmes
Insert witty phrase here...
#16
MSwiss
-
- IRRA National Director
-
- 25,945 posts Joined: 16-April 06
Grand Champion Poster
- Gender:Male
Posted 27 November 2018 - 08:16 AM
Soldering isn't hard to do, only hard to master. I can't come near the pretty work most of you guys do.
But I learned that the adjoining metals need to melt the solder, not the tip of the iron. For a long time I melted solder into my work instead of getting the work hot enough to melt the solder and pull it in (intermetallics).
I can make a pretty sound joint now. Still not pretty, but it stays together.
In typical USRA type wing or Flexi racing, you have to apply solder from the tip to the fluxed area to be soldered. You have no other choice, as you need to hold the motor with your left hand.
Same applies to Retro chassis building. 75% of the time you need your left hand to hold something in place.
The big advantage of having solder on the tip vs. heating the area and feeding in the solder is superior heat transfer.
Both new and semi experienced racers will be surprised when they see me taking a motor out of an older style flexi, where it is soldered on top, by adding solder to the joints.
- tonyp, NSwanberg and MattD like this
Mike Swiss
Inventor of the Low CG guide flag 4/20/18
IRRA® Components Committee Chairman
Five-time USRA National Champion (two G7, one G27, two G7 Senior)
Two-time G7 World Champion (1988, 1990), eight G7 main appearances
Eight-time G7 King track single lap world record holder
17B West Ogden Ave., Westmont, IL 60559, (708) 203-8003, mikeswiss86@hotmail.com (also my PayPal address)
Note: Send all USPS packages and mail to: 692 Citadel Drive, Westmont, Illinois 60559
#17
zipper
-

- Full Member
-
- 1,098 posts Joined: 11-August 10
Checkered Flag in Hand
- Gender:Male
- Location:Finland
Posted 27 November 2018 - 08:22 AM
She's got asbestos fingers... (saw that pic earlier, too).
Pekka Sippola
#18
MattD
-
- Full Member
-
- 3,561 posts Joined: 13-August 11
Posting Leader
- Gender:Male
- Location:IN
Posted 27 November 2018 - 10:01 AM
Mike, after you would get the whole chassis assembled by touch soldering, would you go back over it to add or make solder flow a little better between parts?
I try to put together brass that looks as nice as what you guys do, but I never make it!
I try to put together brass that looks as nice as what you guys do, but I never make it!
Matt Bishop
#19
MSwiss
-
- IRRA National Director
-
- 25,945 posts Joined: 16-April 06
Grand Champion Poster
- Gender:Male
Posted 27 November 2018 - 01:55 PM
There us no need to do that because you have a great joint to begin with.
While a good flux is important, most racers soldering problems is caused by not having an iron that gets hot enough, or has poor recovery.
Nothing is better for it's size than the Hakko FX-601.
Here are some joints done with that iron and my flux.
All the joints took a matter of seconds because I always have solder on the tip for good heat transfer.
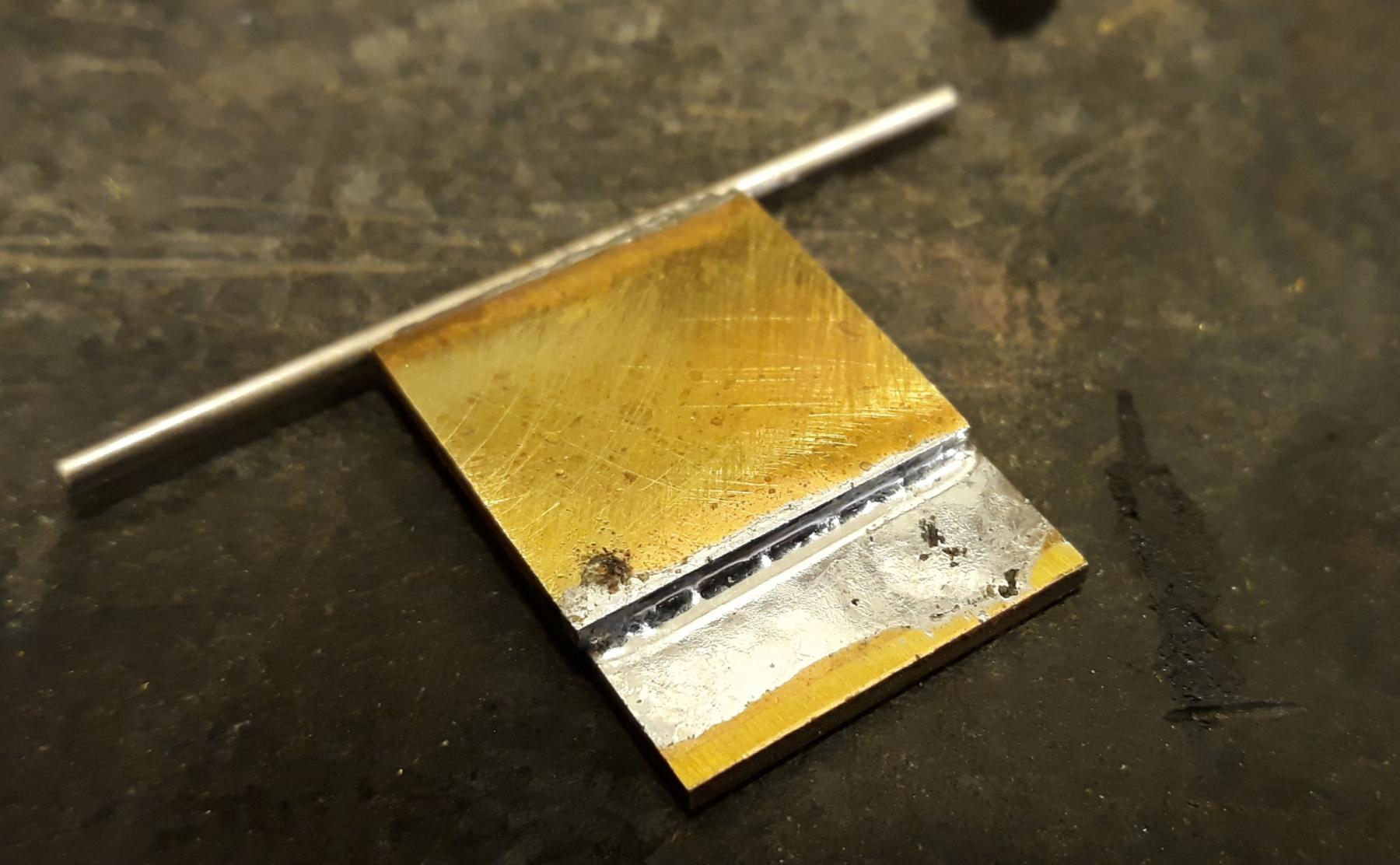
Attaching .062" brass to the the same. No trouble getting everything hot enough, quickly.
The ,molten solder was perfectly "welled", when I removed my iron, but it rippled up a bit while cooling.
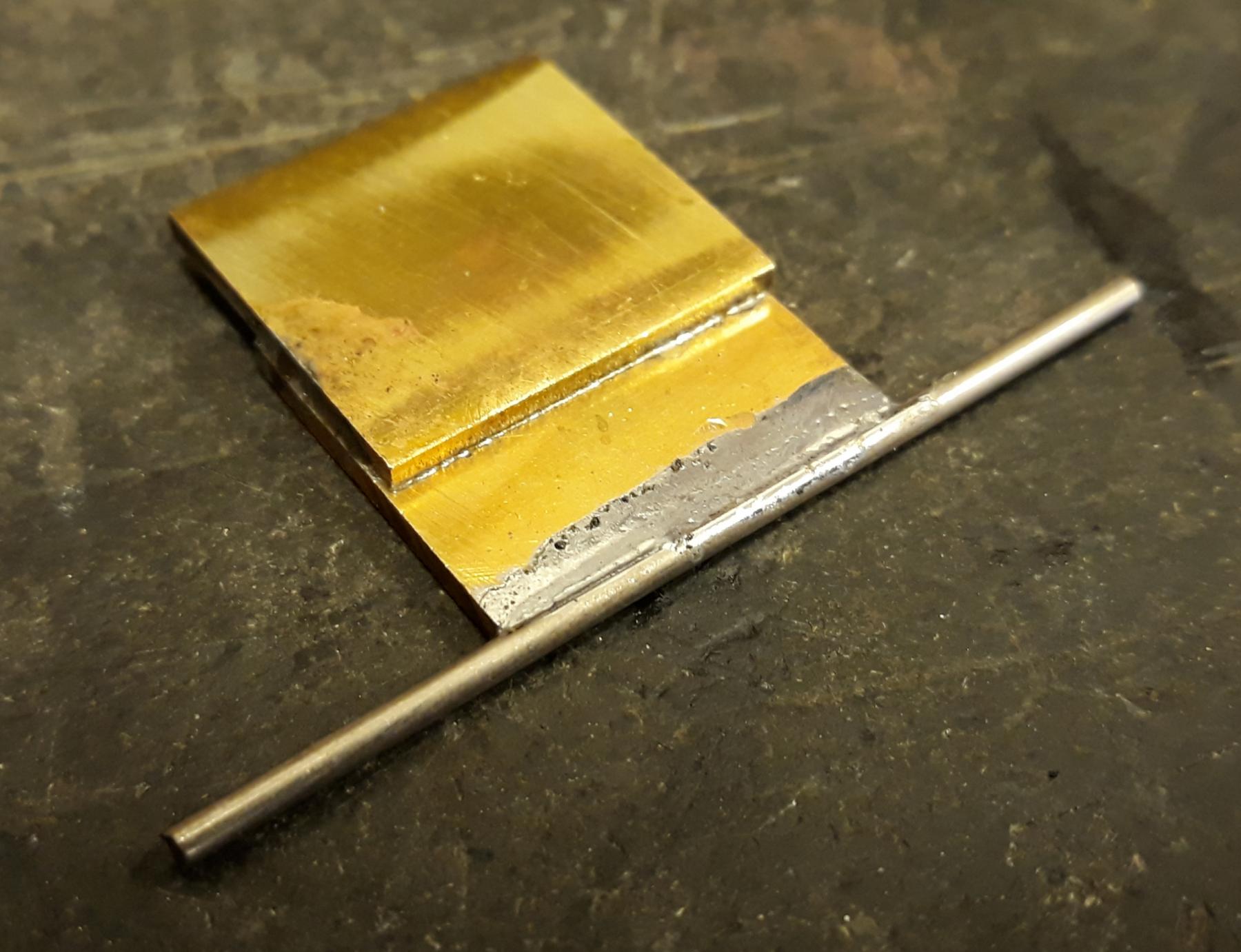
The back side of the same joint. Note the solder flow to the end, across the width of the piece.
I also did a 2 second solder job, soldering a pc. of my plated .062" wire to the brass.

Addind a drop of flux, I took a quick swipe at the original joint, and got luckier while it cooled, and it is a little less "ripplely."

I chuck one end in a vise, grabbed the other end with a pair of linesman pliers, and broke the 2 pieces apart, to expose the fully flowed solder.
(Edit-those 2 small spots appear to be unturned brass)
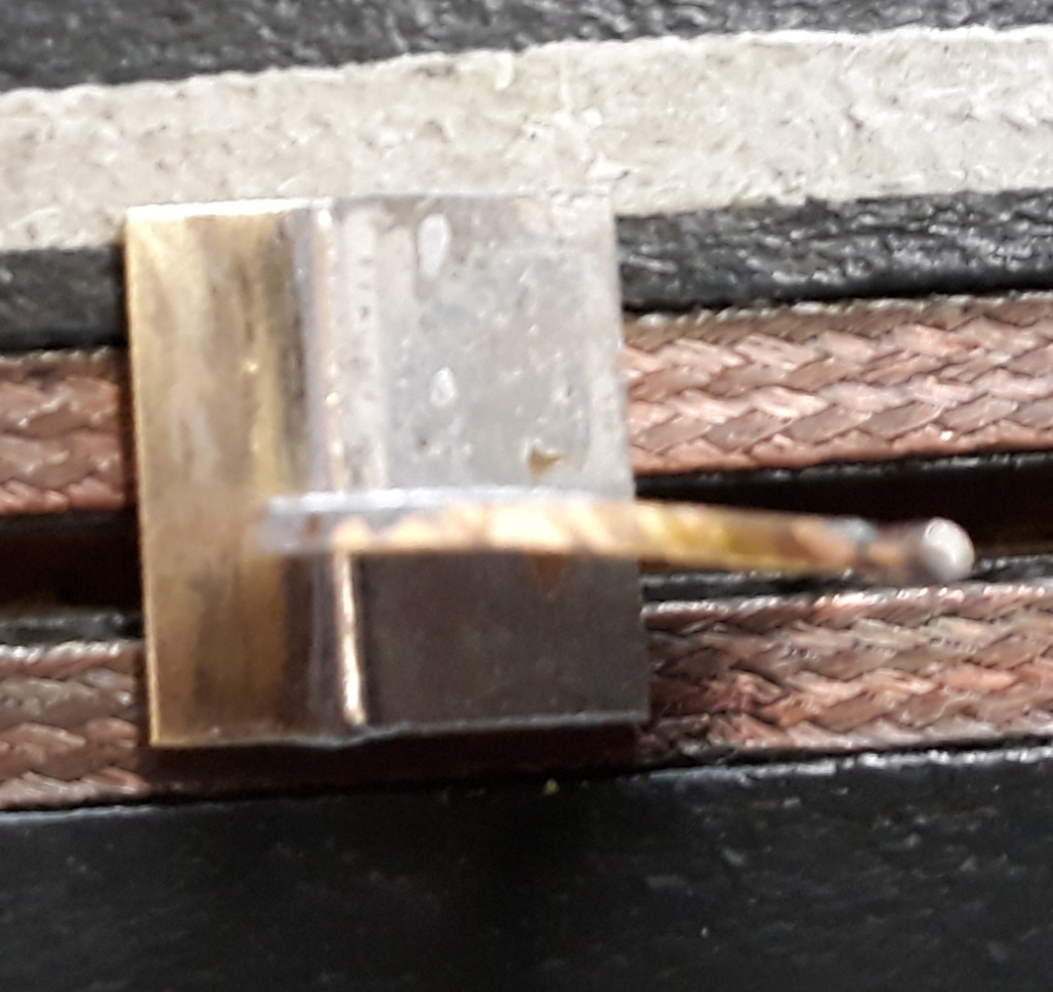
I was able to bend the super tough .062" brass, this much, before the solder sheared.
While a good flux is important, most racers soldering problems is caused by not having an iron that gets hot enough, or has poor recovery.
Nothing is better for it's size than the Hakko FX-601.
Here are some joints done with that iron and my flux.
All the joints took a matter of seconds because I always have solder on the tip for good heat transfer.
Attaching .062" brass to the the same. No trouble getting everything hot enough, quickly.
The ,molten solder was perfectly "welled", when I removed my iron, but it rippled up a bit while cooling.
The back side of the same joint. Note the solder flow to the end, across the width of the piece.
I also did a 2 second solder job, soldering a pc. of my plated .062" wire to the brass.
Addind a drop of flux, I took a quick swipe at the original joint, and got luckier while it cooled, and it is a little less "ripplely."
I chuck one end in a vise, grabbed the other end with a pair of linesman pliers, and broke the 2 pieces apart, to expose the fully flowed solder.
(Edit-those 2 small spots appear to be unturned brass)
I was able to bend the super tough .062" brass, this much, before the solder sheared.
- tonyp, NSwanberg and MattD like this
Mike Swiss
Inventor of the Low CG guide flag 4/20/18
IRRA® Components Committee Chairman
Five-time USRA National Champion (two G7, one G27, two G7 Senior)
Two-time G7 World Champion (1988, 1990), eight G7 main appearances
Eight-time G7 King track single lap world record holder
17B West Ogden Ave., Westmont, IL 60559, (708) 203-8003, mikeswiss86@hotmail.com (also my PayPal address)
Note: Send all USPS packages and mail to: 692 Citadel Drive, Westmont, Illinois 60559
#20
team burrito
-
- Full Member
-
- 2,204 posts Joined: 15-September 06
Posting Leader
- Gender:Male
- Location:SF Bay area
Posted 28 November 2018 - 02:55 AM
the reason i like using a torch is i get full penetration in each solder joint. i'll tack the joint with just enough solder & reflow it with the torch. for the pin tubes, i'll tack the corners & use the torch to solder it all around. it's quick & easy with very little clean-up. I tinned the wire retainer on the bottom, dab on a little flux, hold it with an alum rod & torch it in place. as you can see, there's barely any solder & no clean-up.

Russ Toy (not Troy)
First Place Loser in the JK Products
International D3 Builders Competition
First Place Loser in the JK Products
International D3 Builders Competition









