

Here's a tool request for all you machinists out there. Someone needs to make an alignment tool for Hudy® tire truers to make sure the drum and wheel//tire are in perfect alignment. I would think that it would be easy to make, two pieces of aluminum or steel, with a flat machined surface on each one. One would replace the drum, and the other would replace the wheel. Let the two pieces come together, and adjust until both flat surfaces are flat against each other. Or has this been done?

Hudy® tire truer alignment tool?
Started by
Mike Patterson
, May 03 2012 08:34 PM
34 replies to this topic
#1

Mike Patterson
-
- Subscriber
-

- 2,583 posts Joined: 14-October 07
Village Luddite
- Gender:Male
- Location:Zanesville, OH
Posted 03 May 2012 - 08:34 PM
- Garry S likes this
I am not a doctor, but I played one as a child with the girl next door.
#2
Matt Sheldon
-

- Full Member
-
- 2,242 posts Joined: 19-January 10
Duffy's HMI Executive
- Gender:Male
- Location:Platteville, CO
Posted 03 May 2012 - 08:44 PM
Dave @ Precision are you listening? I suggested something similar a while back Mike. Be great to check it from time to time as well.
Matt Sheldon
Owner - Duffy's SlotCar Raceway (Evans, CO)
#3
W. J. Dougherty
-

- Full Member
-
- 1,305 posts Joined: 27-April 07
Checkered Flag in Hand
- Gender:Male
- Location:Charles Town, WV
Posted 03 May 2012 - 09:20 PM
Contact Triggerman. He does the alignment everytime he does an install or upgrade. Maybe he can build one as well
Yortuk & Georg Festrunk
#4
Duffy
-

- Member at Peace
-
- 3,791 posts Joined: 25-January 09
a dearly-missed departed member
- Gender:Male
- Location:Geographically Brooklyn, Politically Berkeley
Posted 03 May 2012 - 09:32 PM
I've thought about this too, and Gary Forte and I did a pretty handy thing a wile back--I've been pushing him to go public (or Commercial) with the idea but he's, like, otherwise occupied or something--but I'm taking the bull while the iron is hot and showing it now (are you watching Dave?).
A problem I'd worry about with surface-to-surface gages is how we could push things "in" or "out" of true engagement, and get a false reading. Better, if more fussy, would be a simple spacer or "Feeler" gage that we'd wiggle in at one end of the mandrel / drum and then at the other, and judge if one is a little closer or further. Tedious, and requiring a lot of persnickety delicacy--but totally HAMFIST-PROOF!!
Here's what I made up for Gary:
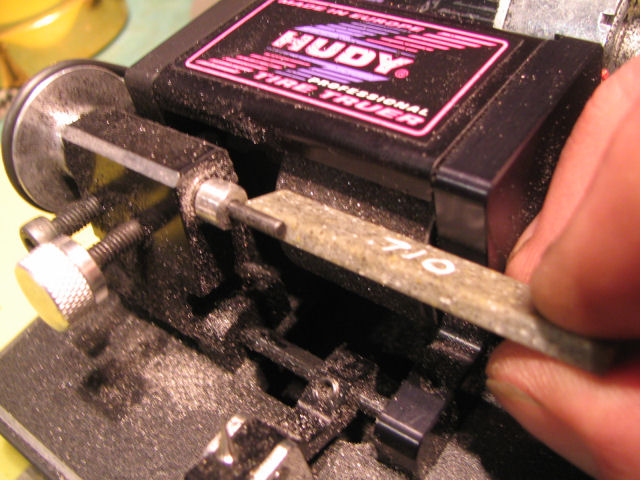
This is one of a set of multiple spacers, each precisely ground to represent the tyre diameters engraved on their sides, as used--which means, minus the mandrel radius. The idea is to just slip this in and screw the mandrel down until you feel the barest touch of the drum, and then you're set. It's an attempt to minimize "pre-loading" by eager fingers, and give a good chance of setting right in a convenient, easy way. The system works well, I think--I made me up a set too, and have used 'em without any complaints.
It occurs, the same sort of gage could be used to check parallelism; Positing that this is something you'd need only occasionally, I'd think that extending the mandrel forward--off its sheave but still engaging front and rear bearings--would give you sufficient distance for a good read.
So, who's up for making 'em? And be sure to include Gary's cut!
Duffy
A problem I'd worry about with surface-to-surface gages is how we could push things "in" or "out" of true engagement, and get a false reading. Better, if more fussy, would be a simple spacer or "Feeler" gage that we'd wiggle in at one end of the mandrel / drum and then at the other, and judge if one is a little closer or further. Tedious, and requiring a lot of persnickety delicacy--but totally HAMFIST-PROOF!!
Here's what I made up for Gary:
This is one of a set of multiple spacers, each precisely ground to represent the tyre diameters engraved on their sides, as used--which means, minus the mandrel radius. The idea is to just slip this in and screw the mandrel down until you feel the barest touch of the drum, and then you're set. It's an attempt to minimize "pre-loading" by eager fingers, and give a good chance of setting right in a convenient, easy way. The system works well, I think--I made me up a set too, and have used 'em without any complaints.
It occurs, the same sort of gage could be used to check parallelism; Positing that this is something you'd need only occasionally, I'd think that extending the mandrel forward--off its sheave but still engaging front and rear bearings--would give you sufficient distance for a good read.
So, who's up for making 'em? And be sure to include Gary's cut!
Duffy
Michael J. Heinrich
1950-2016
Requiescat in Pace
And I am awaiting
perpetually and forever
a renaissance of wonder
1950-2016
Requiescat in Pace
And I am awaiting
perpetually and forever
a renaissance of wonder
#5
Zippity
-

- Banned
-
- 5,278 posts Joined: 05-March 06
Grand Champion Poster
- Gender:Male
- Location:Wellington, New Zealand
Posted 03 May 2012 - 09:39 PM
Doesn't someone already make a set of aluminium slugs that you slip on the axle to set the final "trued" size? 
Ron Thornton
#6
Duffy
-
- Member at Peace
-
- 3,791 posts Joined: 25-January 09
a dearly-missed departed member
- Gender:Male
- Location:Geographically Brooklyn, Politically Berkeley
Posted 03 May 2012 - 09:57 PM
Doesn't someone already make a set of aluminium slugs that you slip on the axle to set the final "trued" size?
Anybody here ever operated a surface grinder? Wanna tell what happens when you crank your abrasive wheel down on a stationary workpiece?
Short answer: I wouldn't want to risk pressing a hunk of aluminum against an abrasive wheel, either the standard Hudy cylinder of the nice diamond one; and, if you're cranking down 'til you feel it engage, well--you're already too late.
The reason a flat gage works better (and that's also considering it's of a reasonably-friable material, so you're destroying the cheeper bit if something goes wrong) is that you can wiggle back & forth endlessly as you approach the wheel, and really know the moment you reach it. Whereas a slug on the mandrel--even if it's concentric, which is open for discussion with a 3/32" hole of any depth--will have ONE moment of engagement: too late. And you risk knocking a row of grit points off along that zone of engagement.
That's my assessment of the problem. There are other machinists, some even as obnoxious as I. Ask around.
Duffy
Michael J. Heinrich
1950-2016
Requiescat in Pace
And I am awaiting
perpetually and forever
a renaissance of wonder
1950-2016
Requiescat in Pace
And I am awaiting
perpetually and forever
a renaissance of wonder
#7
Zippity
-
- Banned
-
- 5,278 posts Joined: 05-March 06
Grand Champion Poster
- Gender:Male
- Location:Wellington, New Zealand
Posted 03 May 2012 - 10:07 PM
Where did I state that it was the best thing since sliced bread?
Obviously I would only use such a thing without the drum rotating - but hey, what would I know?
Obviously I would only use such a thing without the drum rotating - but hey, what would I know?
Ron Thornton
#8
Duffy
-
- Member at Peace
-
- 3,791 posts Joined: 25-January 09
a dearly-missed departed member
- Gender:Male
- Location:Geographically Brooklyn, Politically Berkeley
Posted 03 May 2012 - 10:20 PM
Zip, I was by no means refuting the intent of your suggestion, whether slice or loaf (which I've been doing a lot of this week) nor was I ever suggesting you'd run the slug to set it--that's just dumb! But, consider: pressing a piece of metal against a stationary wheel will inevitably stress the high points of the abrasive grit; and--crystals being the things they are and aluminum being the gummy mess it is--something's gonna give, and we won't like which one's doing the giving.
What would you know? well--you tell me. Say it. Toolmakers talk: we sorta expect it of ourselves. It's sorta what a 'Blog's for. With or without supplementary smilies.
What would you know? well--you tell me. Say it. Toolmakers talk: we sorta expect it of ourselves. It's sorta what a 'Blog's for. With or without supplementary smilies.
Michael J. Heinrich
1950-2016
Requiescat in Pace
And I am awaiting
perpetually and forever
a renaissance of wonder
1950-2016
Requiescat in Pace
And I am awaiting
perpetually and forever
a renaissance of wonder
#9
Zippity
-
- Banned
-
- 5,278 posts Joined: 05-March 06
Grand Champion Poster
- Gender:Male
- Location:Wellington, New Zealand
Posted 03 May 2012 - 10:58 PM
hmmmmmmmmmmm 

Ron Thornton
#10
Duffy
-
- Member at Peace
-
- 3,791 posts Joined: 25-January 09
a dearly-missed departed member
- Gender:Male
- Location:Geographically Brooklyn, Politically Berkeley
Posted 03 May 2012 - 11:08 PM
Oh. Since you put it that way, it's a lot clearer. Thanks for that, I love informed discussions on the finer points of engineering.
Michael J. Heinrich
1950-2016
Requiescat in Pace
And I am awaiting
perpetually and forever
a renaissance of wonder
1950-2016
Requiescat in Pace
And I am awaiting
perpetually and forever
a renaissance of wonder
#11
Matt Sheldon
-
- Full Member
-
- 2,242 posts Joined: 19-January 10
Duffy's HMI Executive
- Gender:Male
- Location:Platteville, CO
Posted 04 May 2012 - 07:01 AM
I like the idea of using a set up shim between the axle and the drum as it might provide a better visual when trying to set your parallel between the two. Set up slugs would be nice for the actual tire cutting process, but I would think that the slug would need to be fairly snug on the shaft to provide a level of accuracy which may be difficult.
Matt Sheldon
Owner - Duffy's SlotCar Raceway (Evans, CO)
#12
Lucky Me
-

- Full Member
-
- 481 posts Joined: 21-October 08
Rick Maynard
- Gender:Male
- Location:Columbus, OH
Posted 04 May 2012 - 07:09 AM
I believe RGEO at one time did a "one off" run of some Corian "jig" set up wheel's for this specific application, Rick can chime in on this when he read's it.
Rick Maynard
Build it, Race it, Break it, Fix it !
Don't Outsmart Common Sense !
Build it, Race it, Break it, Fix it !
Don't Outsmart Common Sense !
#13
W. J. Dougherty
-
- Full Member
-
- 1,305 posts Joined: 27-April 07
Checkered Flag in Hand
- Gender:Male
- Location:Charles Town, WV
Posted 04 May 2012 - 09:39 AM
For the last 5-6 years I have used the Knob Job produced by Triggerman/Dale Ryan on my Hudy. Dale's service is top knotch, prompt and affordable. Most importantly it is repeatable. Using his settings my tires always come out the same diameter with no fuss. I also don't have to carry around any extra tools, measuring sticks, wheel jigs, etc, to the raceway, just my Hudy tire truer.
Give it a try, you won't regret it.
Then you retire all your other stuff to the garage...
Give it a try, you won't regret it.
Then you retire all your other stuff to the garage...
Yortuk & Georg Festrunk
#14
Duffy
-
- Member at Peace
-
- 3,791 posts Joined: 25-January 09
a dearly-missed departed member
- Gender:Male
- Location:Geographically Brooklyn, Politically Berkeley
Posted 04 May 2012 - 10:41 AM
Ummm--I should have looked closer at the Knob Job a long time ago. I glanced at one, thought, "Oh, a graduated dial, okay"--but didn't look further.
The trouble I see with that app is this:
The Hudy truer mandrel feeds in like an azimuth function, into a drum that approximates a direct infeed along the midpoint of that azimuth arc. The two screws--infeed and stop--engage at an odd angle to that function and also on a line not relating to that arc midpoint, meaning that the distance the mandrel travels with each revolution of the infeed screw doesn't correspond to the travel represented by the pitch of the screw.
So, if Dale sussed out that actual travel for a given point on the arc, and then graduated the dial accordingly--perfect. But I figure, that amount varies significantly through the range of diameters I need to cut, like. 610" up to .935"--that's what, twelve degrees of travel? You don't get the same numeric value throughout that range with one gradiation on the dial.
And, is there a way to travel that distance without counting revolutions of the dial? 'Cause I've spent a lot of years with non-DRO Bridgeports, watching guys mis-crank and scrap stuf. If we can get around that problem, it's worth a lot.
That's what I got, all with one glance. Now, tell me: did I just not see it, and am I obscenely wrong?
--Has anybody even managed to stumble through my tangled gobblygook to understand what I didn't see?...
--Because, if I'm wrong, wrong and wrong, and CAN crank accurately and without counting turns to any decimal I want with the Knob Job, it's perfect and I'll buy two of 'em and marry the postman!
The trouble I see with that app is this:
The Hudy truer mandrel feeds in like an azimuth function, into a drum that approximates a direct infeed along the midpoint of that azimuth arc. The two screws--infeed and stop--engage at an odd angle to that function and also on a line not relating to that arc midpoint, meaning that the distance the mandrel travels with each revolution of the infeed screw doesn't correspond to the travel represented by the pitch of the screw.
So, if Dale sussed out that actual travel for a given point on the arc, and then graduated the dial accordingly--perfect. But I figure, that amount varies significantly through the range of diameters I need to cut, like. 610" up to .935"--that's what, twelve degrees of travel? You don't get the same numeric value throughout that range with one gradiation on the dial.
And, is there a way to travel that distance without counting revolutions of the dial? 'Cause I've spent a lot of years with non-DRO Bridgeports, watching guys mis-crank and scrap stuf. If we can get around that problem, it's worth a lot.
That's what I got, all with one glance. Now, tell me: did I just not see it, and am I obscenely wrong?
--Has anybody even managed to stumble through my tangled gobblygook to understand what I didn't see?...
--Because, if I'm wrong, wrong and wrong, and CAN crank accurately and without counting turns to any decimal I want with the Knob Job, it's perfect and I'll buy two of 'em and marry the postman!
Michael J. Heinrich
1950-2016
Requiescat in Pace
And I am awaiting
perpetually and forever
a renaissance of wonder
1950-2016
Requiescat in Pace
And I am awaiting
perpetually and forever
a renaissance of wonder
#15
Lucky Me
-
- Full Member
-
- 481 posts Joined: 21-October 08
Rick Maynard
- Gender:Male
- Location:Columbus, OH
Posted 04 May 2012 - 11:03 AM
Ummm--I should have looked closer at the Knob Job a long time ago. I glanced at one, thought, "Oh, a graduated dial, okay"--but didn't look further.
The trouble I see with that app is this:
The Hudy truer mandrel feeds in like an azimuth function, into a drum that approximates a direct infeed along the midpoint of that azimuth arc. The two screws--infeed and stop--engage at an odd angle to that function and also on a line not relating to that arc midpoint, meaning that the distance the mandrel travels with each revolution of the infeed screw doesn't correspond to the travel represented by the pitch of the screw.
So, if Dale sussed out that actual travel for a given point on the arc, and then graduated the dial accordingly--perfect. But I figure, that amount varies significantly through the range of diameters I need to cut, like. 610" up to .935"--that's what, twelve degrees of travel? You don't get the same numeric value throughout that range with one gradiation on the dial.
And, is there a way to travel that distance without counting revolutions of the dial? 'Cause I've spent a lot of years with non-DRO Bridgeports, watching guys mis-crank and scrap stuf. If we can get around that problem, it's worth a lot.
That's what I got, all with one glance. Now, tell me: did I just not see it, and am I obscenely wrong?
--Has anybody even managed to stumble through my tangled gobblygook to understand what I didn't see?...
--Because, if I'm wrong, wrong and wrong, and CAN crank accurately and without counting turns to any decimal I want with the Knob Job, it's perfect and I'll buy two of 'em and marry the postman!
To me the original question on this thread was about the "alignment" against the sanding drum. I understand we have drifted out a little about cutting the diamter's we seek for our tire's .
To the Machinist's out there, you do a great job of anylizing every little "opportunity" that is observed visually or through actual use, but sometime's I think we "over think" the reality of the situation., example: I have a Hudy tire machine and make and cut tire's all the time, they turn out just fine and perform very well on the track, (I think that is the end result we are working toward's no?), anyway, I have no triggerman knob job, no special "jig's or gage's to tell me where to turn the knob to, or the stop, ect... I have used 3 or 4 different tiny little paint dot's on the adjusting screw stop to achieve my tire grinding goal, very primative indeed, but it Work's and that is really all that matter's isn't it?
I do enjoy however the excessive chranial overload by some,

Rick Maynard
Build it, Race it, Break it, Fix it !
Don't Outsmart Common Sense !
Build it, Race it, Break it, Fix it !
Don't Outsmart Common Sense !
#16
Rick
-

- Full Member
-
- 8,844 posts Joined: 17-February 06
Grand Champion Poster
- Gender:Male
- Location:PA
Posted 04 May 2012 - 11:09 AM
BINGO! The original question was about an alignment tool. There is a very easy way to do this. It's the same way I aligned my com lathe years ago. It'll be figured out. I also have system for repeat tire diameters, as the thread drifted to. So far it is private stock.................
Rick Bennardo
"Professional Tinkerer"
scrgeo@comcast.net
R-Geo Products
LIKE my Facebook page for updates, new releases, and sales: Rgeo Slots...
Lead! The easy equalizer...
#17
Duffy
-
- Member at Peace
-
- 3,791 posts Joined: 25-January 09
a dearly-missed departed member
- Gender:Male
- Location:Geographically Brooklyn, Politically Berkeley
Posted 04 May 2012 - 11:33 AM
Ohhhh-kay, I own that. Ever watch a hamster on a wheel? That's my brain. Deal.
Michael J. Heinrich
1950-2016
Requiescat in Pace
And I am awaiting
perpetually and forever
a renaissance of wonder
1950-2016
Requiescat in Pace
And I am awaiting
perpetually and forever
a renaissance of wonder
#18
Rick
-
- Full Member
-
- 8,844 posts Joined: 17-February 06
Grand Champion Poster
- Gender:Male
- Location:PA
Posted 04 May 2012 - 11:37 AM
Duffy is a smart guy, possibly the smartest(sans Fate) man I have ever met. When he goes on about anything, I listen, reguardless if its drift or not......................
Rick Bennardo
"Professional Tinkerer"
scrgeo@comcast.net
R-Geo Products
LIKE my Facebook page for updates, new releases, and sales: Rgeo Slots...
Lead! The easy equalizer...
#19
Mike Patterson
-
- Subscriber
-
- 2,583 posts Joined: 14-October 07
Village Luddite
- Gender:Male
- Location:Zanesville, OH
Posted 04 May 2012 - 08:49 PM
Yeah, guys, I was asking for a tool to make sure the drum and the wheel on the truer are perfectly parallel, or at least within whatever the tolerances are on the wheels we use. Hudy recommends that they be parallel, but offer no information on how to achieve this. I'll try to sketch something up to illustrate what I mean. It might be a couple days, I'm going racing tomorrow.
I am not a doctor, but I played one as a child with the girl next door.
#20
Duffy
-
- Member at Peace
-
- 3,791 posts Joined: 25-January 09
a dearly-missed departed member
- Gender:Male
- Location:Geographically Brooklyn, Politically Berkeley
Posted 04 May 2012 - 09:53 PM
The short answer, Mike, is: anything parallel that's in your kit will serve--it just has to be long enough to span a good portion of the sanding drum. A little bit of 1/4" brass strip will do amazingly well, if you're not AnalMan like me.
First, establish that you're not parallel:
Switch to the 1/8" mandrel and set it out far enough into the middle zone of the drum's width that you can get a measurement over as wide an area as possible.
Hold the strip feather-light and drop it 'tween the mandrel and the drum, and crank down so you just feel it tickle and almost bind between the two parts: that's contact. Now, don't touch that screw: go and try and drop it over on the other end of the mandrel, and see if it wiggles in about the same, or looser, or tight: anything but "same" and you got a misalignment. Then, you'll have to decide if that amount of misalignment is worth you fixing--more on that in a minute.
Fixing: as described in a myriad other threads available to your "search" feature, loosen the tiedown screws under the azimuth pivot and tap the azimuth arm in the direction you need, until you get a satisfactory equal engagement of your "feeler gage" on both ends of the mandrel. Then, tighten--and check again. these things will shift in tightening. I won't explain more, you'll get an idea of what you gotta do as you're doing it, way quicker than I can type or you can read.
Now: As some others here have observed, another factor you want to consider is, how non-parallel can you be before it's a problem? The check I describe above will tell you if you're in within .0005" if you are careful and delicate (everything about measuring is "delicate!). and my sense of things is, an obvious difference in how the "gage" slips in will mean as little as .001" mismatch, which'll mean ~.002" in diameter on a tyre.
Will that amount of conicity--conicalness--confusion...whatever: will that even show up in your car? Five minutes of running it in on the track, will it change, for better or worse?
Do you even have equipment, and a touch, able to measure that fine? --Without crushing, or skewing under the mike's anvil faces?
You may be able to develop a feel for measuring tyres. Everybody who measures tyres believes they're doing it right. Maybe they all are.
There's a drop-indicator tyre gage for sale out there; Knowing those dial indicators like I do, I hope the return spring has been removed from the unit and it's falling under its own weight, because you can poke a hole right through Fish Rubber with that thing otherwise.
I'd also caution, counting on apples-to-apples measurement of the drop spindle is a leap of faith, made a little better by the wide flat face of the anvil--but, make sure that face is flat to start with: they don't just screw in perfectly!
All of this is NOT to say it's all bogus, give up, all is lost: it's the little things you want to think of, so you can do the job better.
More incomprehensible Duffy superfussiness. Don't worry, he's doped up and will be unconscious soon.
Duf
First, establish that you're not parallel:
Switch to the 1/8" mandrel and set it out far enough into the middle zone of the drum's width that you can get a measurement over as wide an area as possible.
Hold the strip feather-light and drop it 'tween the mandrel and the drum, and crank down so you just feel it tickle and almost bind between the two parts: that's contact. Now, don't touch that screw: go and try and drop it over on the other end of the mandrel, and see if it wiggles in about the same, or looser, or tight: anything but "same" and you got a misalignment. Then, you'll have to decide if that amount of misalignment is worth you fixing--more on that in a minute.
Fixing: as described in a myriad other threads available to your "search" feature, loosen the tiedown screws under the azimuth pivot and tap the azimuth arm in the direction you need, until you get a satisfactory equal engagement of your "feeler gage" on both ends of the mandrel. Then, tighten--and check again. these things will shift in tightening. I won't explain more, you'll get an idea of what you gotta do as you're doing it, way quicker than I can type or you can read.
Now: As some others here have observed, another factor you want to consider is, how non-parallel can you be before it's a problem? The check I describe above will tell you if you're in within .0005" if you are careful and delicate (everything about measuring is "delicate!). and my sense of things is, an obvious difference in how the "gage" slips in will mean as little as .001" mismatch, which'll mean ~.002" in diameter on a tyre.
Will that amount of conicity--conicalness--confusion...whatever: will that even show up in your car? Five minutes of running it in on the track, will it change, for better or worse?
Do you even have equipment, and a touch, able to measure that fine? --Without crushing, or skewing under the mike's anvil faces?
You may be able to develop a feel for measuring tyres. Everybody who measures tyres believes they're doing it right. Maybe they all are.
There's a drop-indicator tyre gage for sale out there; Knowing those dial indicators like I do, I hope the return spring has been removed from the unit and it's falling under its own weight, because you can poke a hole right through Fish Rubber with that thing otherwise.
I'd also caution, counting on apples-to-apples measurement of the drop spindle is a leap of faith, made a little better by the wide flat face of the anvil--but, make sure that face is flat to start with: they don't just screw in perfectly!
All of this is NOT to say it's all bogus, give up, all is lost: it's the little things you want to think of, so you can do the job better.
More incomprehensible Duffy superfussiness. Don't worry, he's doped up and will be unconscious soon.
Duf
Michael J. Heinrich
1950-2016
Requiescat in Pace
And I am awaiting
perpetually and forever
a renaissance of wonder
1950-2016
Requiescat in Pace
And I am awaiting
perpetually and forever
a renaissance of wonder
#21
John Miller
-

- Full Member
-
- 1,150 posts Joined: 12-November 07
This space for rent
- Gender:Male
- Location:Hartford, MI
Posted 04 May 2012 - 10:12 PM
. . . I need to cut, like. 610" up to .935 . . .
Is there a way to travel that distance without counting revolutions of the dial? 'Cause I've spent a lot of years with non-DRO Bridgeports, watching guys mis-crank and scrap stuf. If we can get around that problem, it's worth a lot.
--Because, if I'm wrong, wrong and wrong, and CAN crank accurately and without counting turns to any decimal I want with the Knob Job, it's perfect and I'll buy two of 'em and marry the postman!
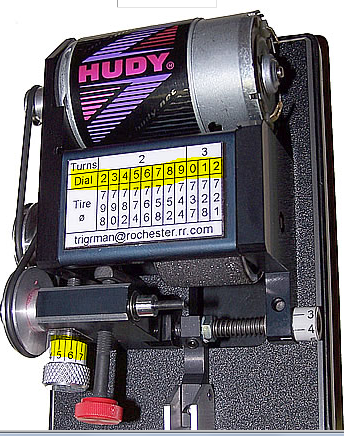
Well, you could do some ciphering to get into your desired range and make some reference cards like the one attached. It really is as easy as dialing it to the number and cutting the tire to an accurate diameter. Unfortunatly, you will have to count complete revolutions of the knob when getting to a desired range. I added some pics to show the knob job.
Attached Images

"Racing makes heroin addiction look like a vague wish for something salty" - Peter Egan
#22
Duffy
-
- Member at Peace
-
- 3,791 posts Joined: 25-January 09
a dearly-missed departed member
- Gender:Male
- Location:Geographically Brooklyn, Politically Berkeley
Posted 04 May 2012 - 10:35 PM
Thank you, John, that shows the whole system and explains everything! Clear, concise, and pretty darn neat--and yah, I could easily work up a tabulature for further settings if I need; and plasticize the card at the airport, and tape it on with a little flip-hinge...
...Oops, overthinking again!
Duffy
...Oops, overthinking again!
Duffy
Michael J. Heinrich
1950-2016
Requiescat in Pace
And I am awaiting
perpetually and forever
a renaissance of wonder
1950-2016
Requiescat in Pace
And I am awaiting
perpetually and forever
a renaissance of wonder
#23
anarot
-

- Full Member
-
- 106 posts Joined: 18-May 17
Mid-Pack Racer
- Gender:Male
- Location:New Zealand
Posted 05 May 2012 - 02:40 AM
I just put a hub (without the tyre) in the machine and wind it in until it just touches. If there is a gap at one end you know it's not parallel.
Trevor Neilson
#24
anarot
-
- Full Member
-
- 106 posts Joined: 18-May 17
Mid-Pack Racer
- Gender:Male
- Location:New Zealand
Posted 05 May 2012 - 02:46 AM
BTW. I don't bother measuring the tyre diameter when I true them down, I just keep a record of the chassis to ground clearance as I only use 1 type. (3 turns = 0.63mm, 2.8 turns = 0.8mm etc)
Trevor Neilson
#25
triggerman
-

- Subscriber
-
- 97 posts Joined: 22-February 06
Lurkaholic
- Gender:Male
- Location:Rochester, NY
Posted 05 May 2012 - 07:05 AM
I encountered this problem of adjusting the cone out of the tires when I first started setting up Hudys for my friends in Rochester, NY back in 2002. We tossed around most of the ideas presented above and even tried a few, jig weels, flat bars, etc. The problem is exactly as Duffy states. You're trying to bring a non compliant surface (your gage) up against a rough grinding surface that only approximates a cylinder! The crystals are very irregular at the microscopic level so you'll be lucky to get the two aligned without a lot of trial and error. Once you're done adjusting, how do you verify that the tire isn't coned? You grind one and measure it using the drop thru test or, my preference, lightly holding the tire in your calipers and seeing how light passes between the caliper jaws and the tire.
I concluded that the problem was with the method of adjustment Hudy provides. I've been a mechanical designer for, god help me, going on 40 years now. One of the first things I learned about adjustments is; THEY'RE BAD! If they are absolutly necessarfy, make them easy! This might seem obvious but that simple rule is violated all the time. In the Hudy Tire Truer example, the adjustment you just spent a lot of time with is lost as soon as you loosen the screw to fine tune what you had! AARRGGH! The key to making an adjustment like this is to "nail down" where you were prior to loosening that screw!
I started out using a low volume production approach. I clamped a small block up against the movable adjustment block (1/8 Axles work too!). That "nailed down" where I was.
http://i60.photobuck...an/bf316cca.jpg
Then I used feeler gage that I already had to move the adjustment block a predictable amount. Then I'd grind a small amount off the tire, measure it, and if necessary, repeat. Just remember, this only works in one direction! So, as long as you start with the outside edge of the tire larger than the inside edge you can accomplish the goal by adding a few thousandths to your feeler gage stack-up at a time until you get that tire perfect.
I hope this helps. I'll add more to this thread when I get time. Maybe I'll even take a picture of the tool I invented.
I concluded that the problem was with the method of adjustment Hudy provides. I've been a mechanical designer for, god help me, going on 40 years now. One of the first things I learned about adjustments is; THEY'RE BAD! If they are absolutly necessarfy, make them easy! This might seem obvious but that simple rule is violated all the time. In the Hudy Tire Truer example, the adjustment you just spent a lot of time with is lost as soon as you loosen the screw to fine tune what you had! AARRGGH! The key to making an adjustment like this is to "nail down" where you were prior to loosening that screw!
I started out using a low volume production approach. I clamped a small block up against the movable adjustment block (1/8 Axles work too!). That "nailed down" where I was.
http://i60.photobuck...an/bf316cca.jpg
Then I used feeler gage that I already had to move the adjustment block a predictable amount. Then I'd grind a small amount off the tire, measure it, and if necessary, repeat. Just remember, this only works in one direction! So, as long as you start with the outside edge of the tire larger than the inside edge you can accomplish the goal by adding a few thousandths to your feeler gage stack-up at a time until you get that tire perfect.
I hope this helps. I'll add more to this thread when I get time. Maybe I'll even take a picture of the tool I invented.
Dale Ryan
trigrman@rochester.rr.com
If it’s not an original Knob Job, you got screwed!










{kind=link}