Steve,
You need a few basic small machines to accomplish the task yourself. Do you have a reasonable hobby lathe like a Unimat 3 or a Sherline? Maybe a Dremel? You could use the Dremel as a tool post grinder of sorts and maybe get lucky with the result but you will be taking a chance.
That method would mean using one of the lowest acceptable methods out there. Anything simpler will probably fail. The Dremel would be the variable in a setup like that. Grinding the shaft, with the armature in the motor, is just not the way to get it right. You mention that you desire no runout. With the 5 and 6 tooth pinions of today and the fine pitch gears, you need to be concentric to a fairly high standard. Remember that a reasonable Scale arm today runs 100,000 RPM plus. If your pinion is off .001" you have a problem and you end up eating gears.
You should have asked John to send them out to someone he knows who does that sort of thing. Then the arms could have come to you finished.
Swiss is right. Send them out to be done. That way they are ground on a machine with some mass, using a large diameter wheel of the correct grit. With a decent way to chuck and spin the armature, along with good bearings in the spindle of the grinder, you will get a great result.
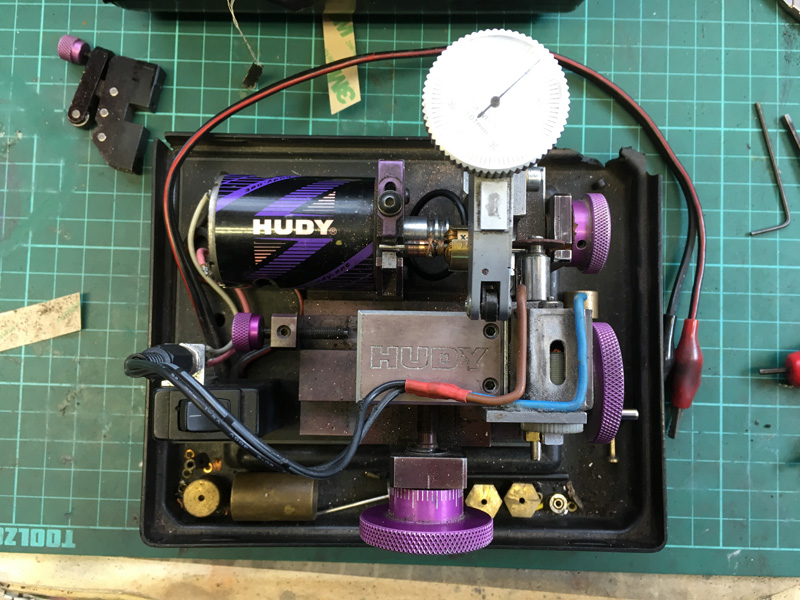
The Hackman Hudy "Hobby shaft grinding rig" looks sort of interesting. With care and patience it may possibly come fairly close. Send your arms to Wink, including a gift card, for a six pack of Boddington's and a few pounds. He will sit down, taking it easy, while knocking off the six of Boddington's and then tackle your armatures.
Good luck with that...