
It's not hijack at all. What if I screw these up and need more? It's relevant so it's good for the thread.
I do, however, admit to scratching my head about post #18 
Blind bushing work will begin soon, right now I am fiddling on the Emott build 

|

Builder

Posted 24 January 2021 - 06:30 PM
It's not hijack at all. What if I screw these up and need more? It's relevant so it's good for the thread.
I do, however, admit to scratching my head about post #18
Blind bushing work will begin soon, right now I am fiddling on the Emott build
Paul Wolcott
Checkered Flag in Hand

Posted 25 January 2021 - 03:41 AM
Pablo, I don't mean to hijack your thread with more decal talk but I thought that as we are all fellow scratch builders I should make this decal source known. I apologize if it has already been mentioned and I missed it:
They have lots of cool decals for different kinds of cars.
How is you blind bearing removal coming along Pablo?
And Mike is a really nice guy too :-)
Niels, DK
Niels Elmholt Christensen, DK
Former Neckcheese Racing
www.racecars.dk - my Picasa Photos
Rookie Keyboard Racer

Posted 25 January 2021 - 10:00 AM
Thanks Matt. I will contact him before starting my next batch of GT40 MKIVs. I will be experimenting. I will do a very, very light cast and reinforce with carbon fiber. Stay tuned for a post
Seems like Rich shifted topic to talking about the GT40 bodies he is going to cast.
Checkered Flag in Hand

Posted 25 January 2021 - 10:06 AM
Seems like Rich shifted topic to talking about the GT40 bodies he is going to cast.
Sorry for the exuberance. Thanks all for advice on decals. I won't hijack in the future
Rich Vecchio
Builder
Posted 25 January 2021 - 10:36 AM
I wouldn't have considered it "hijacking" if the rest of us knew you were talking about more GT 40 bodies.
No biggie 
Paul Wolcott
Posting Leader

Posted 25 January 2021 - 02:21 PM
Indycals does have Ford Gt decals now. He has just gotten into sports racers the last year or so and the quality of those decals is equal to his Indy car products.
He is very particular about being Michael Portaro, not Mike Portaro. This is a sample of his decals and modeling skills.

Matt Bishop
Builder
Posted 25 January 2021 - 08:43 PM
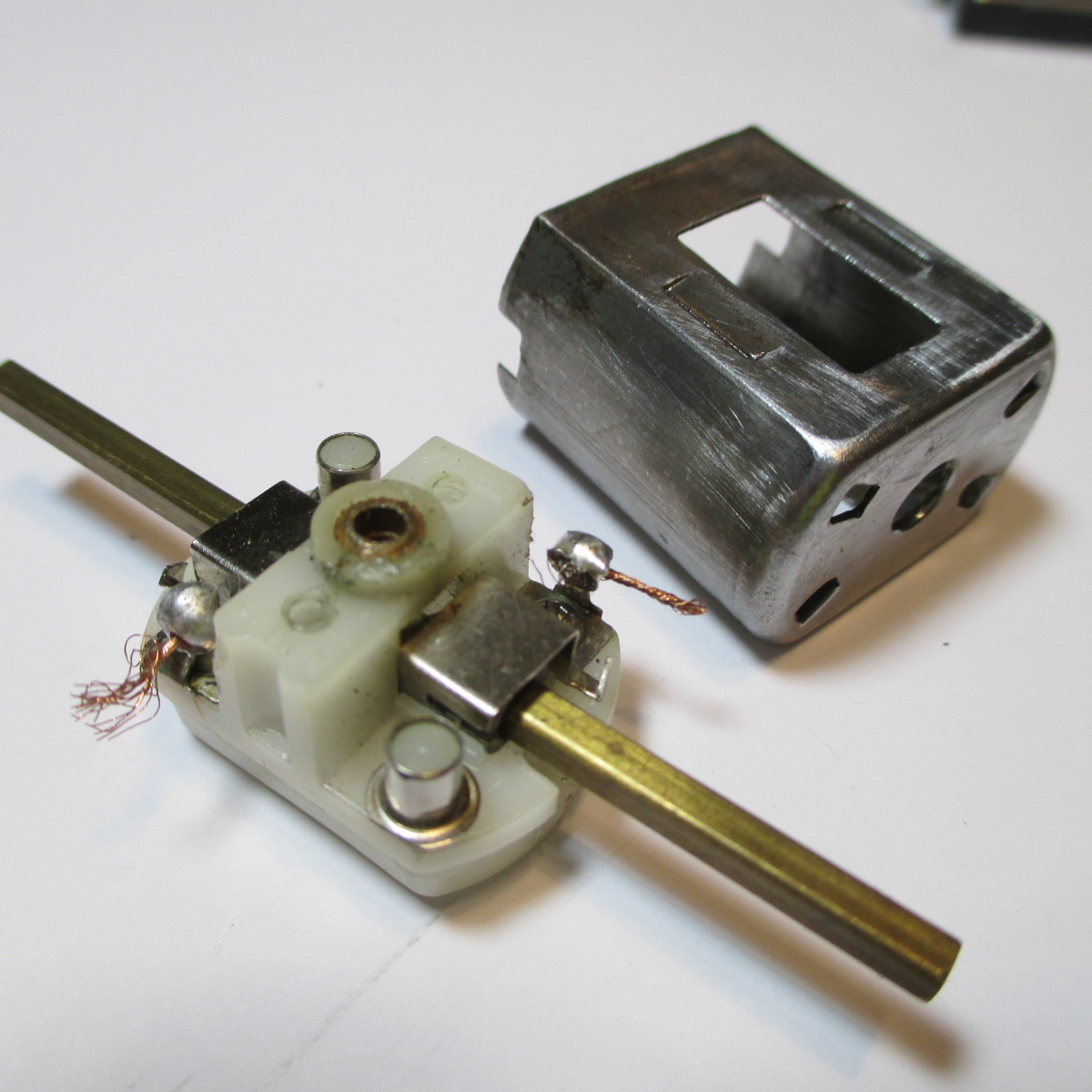
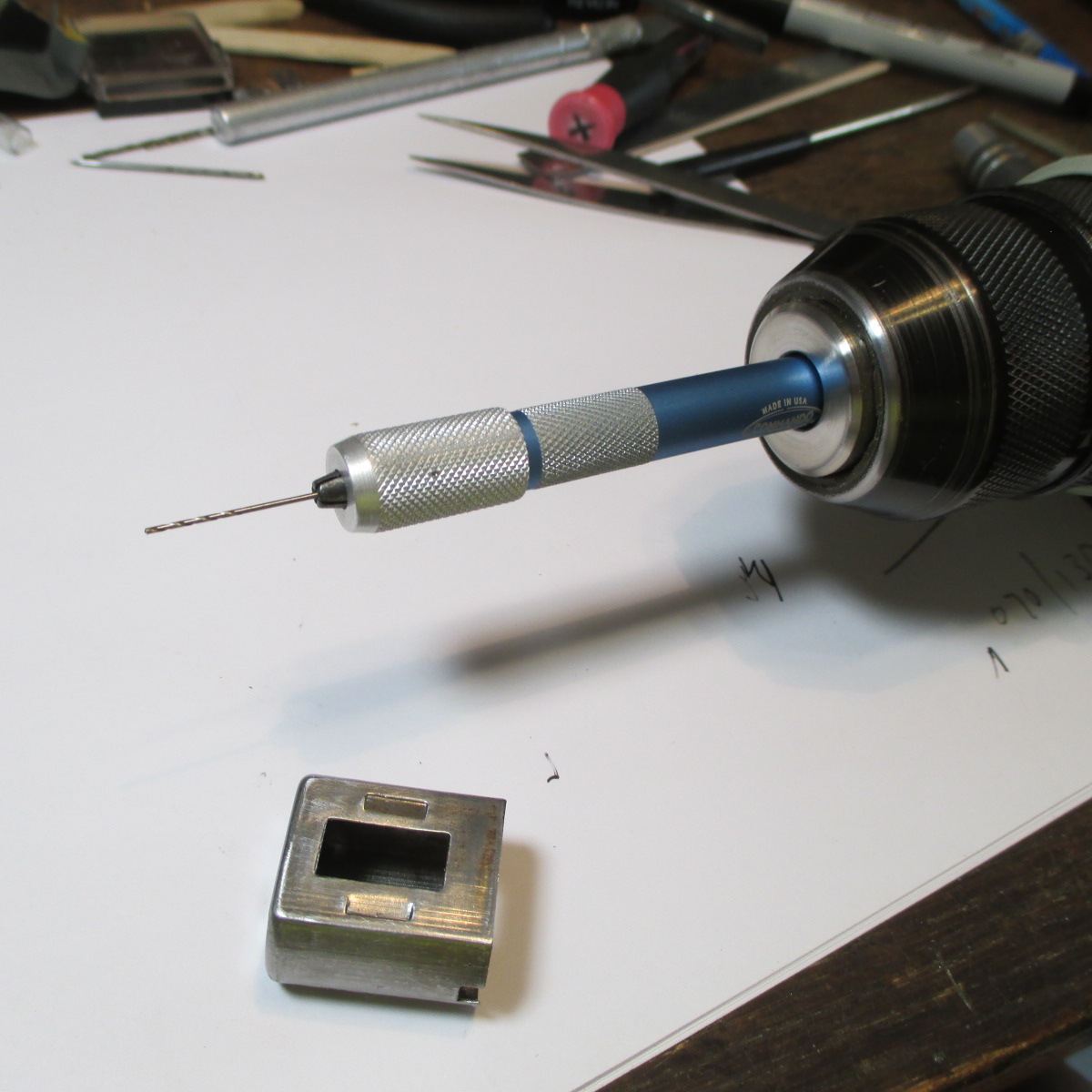
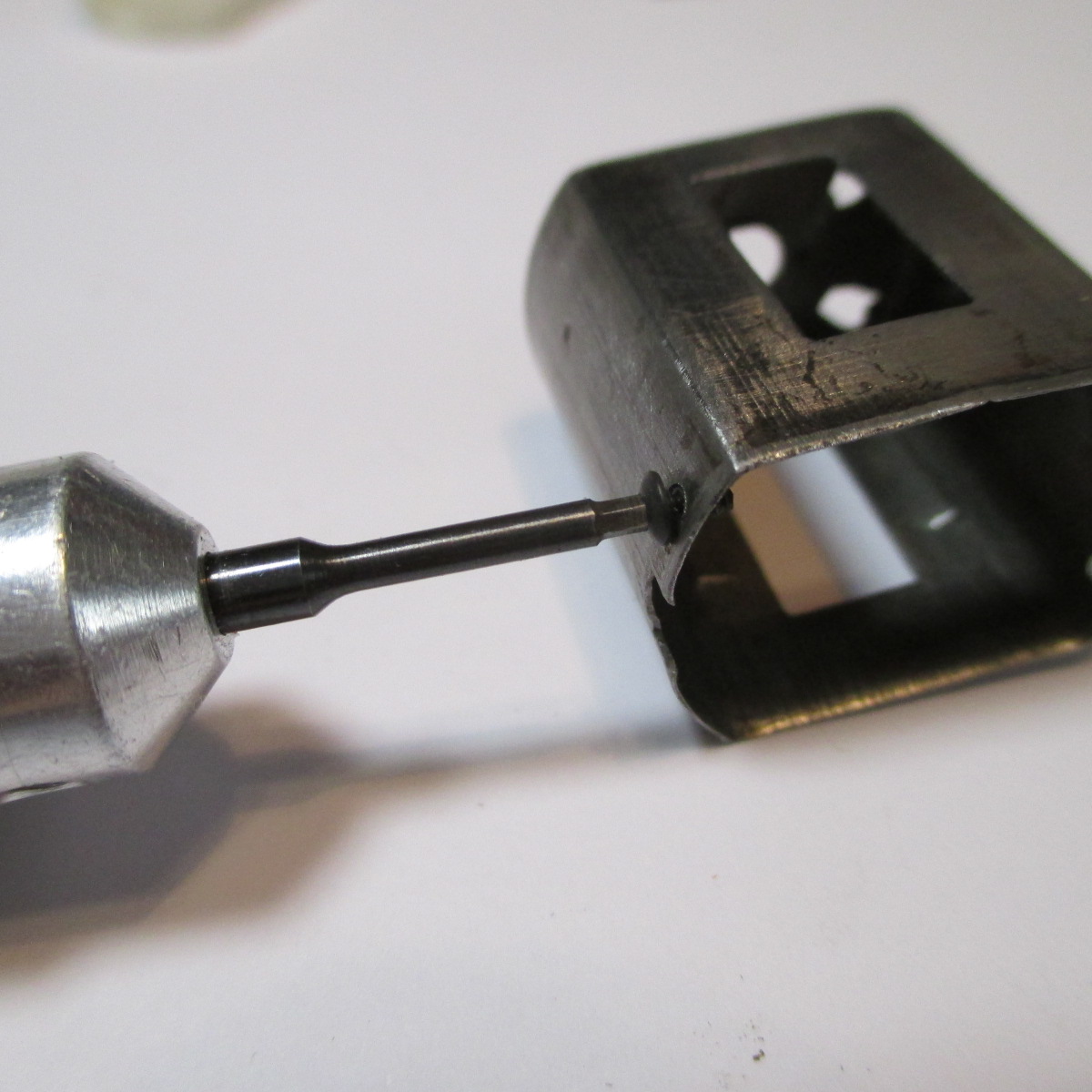
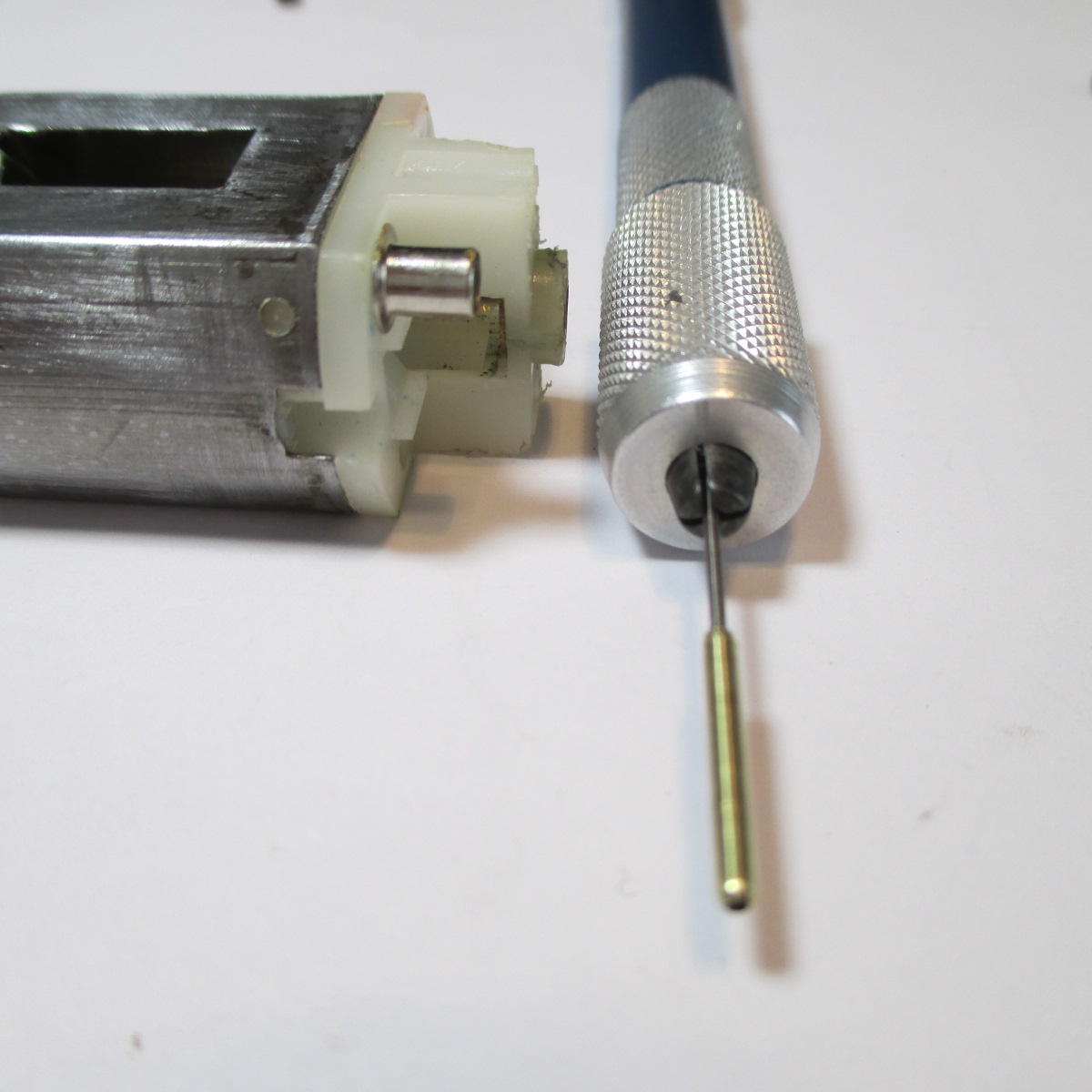
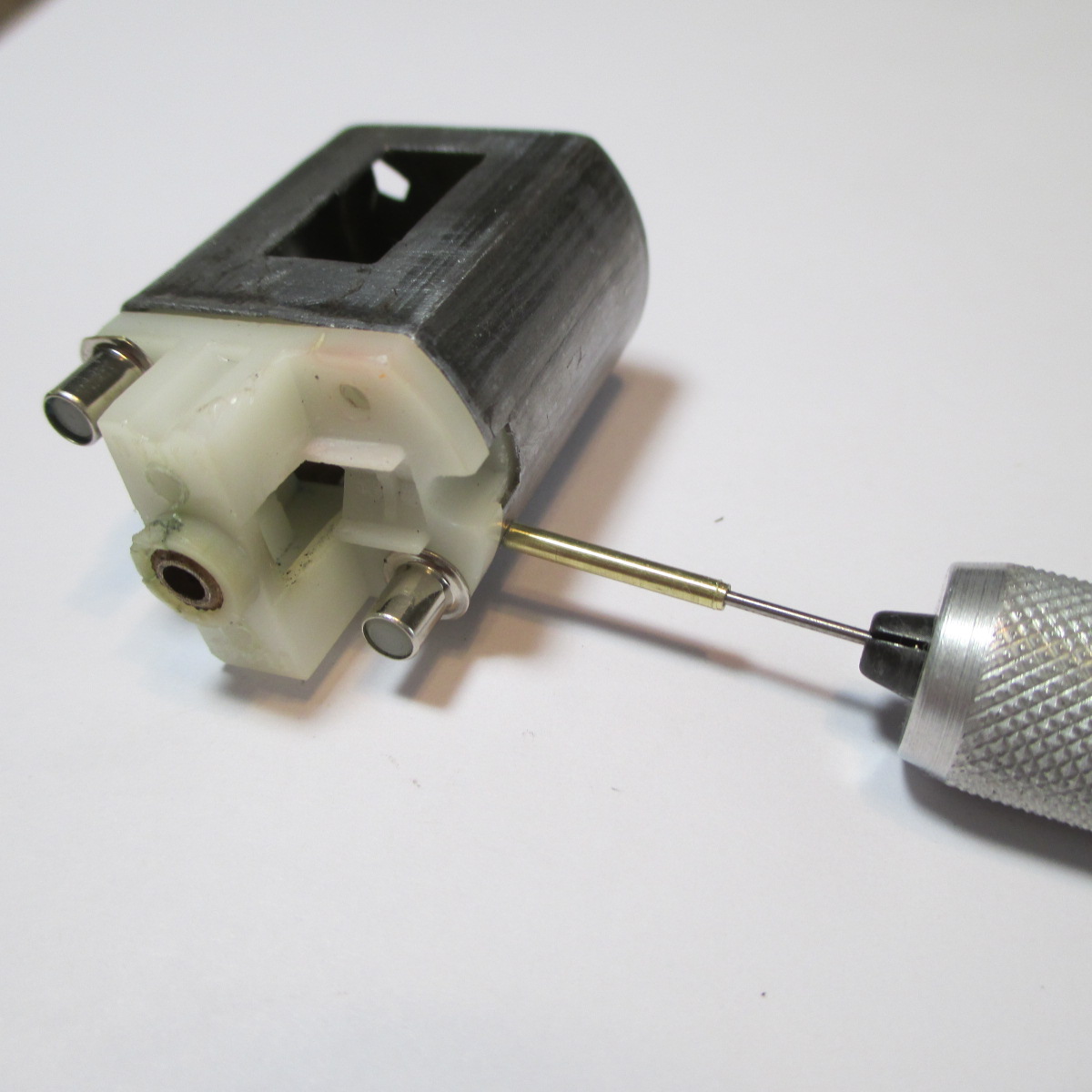
Blind bushing removed from test can. Easy to do, slice and dice until she falls out, hole enlarged to 3/16 with a Unibit, and burrs removed with chainsaw file. I was pretty sure the can side of the arm had enough meat to support the SKF BB. But I never guess at something I have the ability to verify. The answer is yes, it will work

So, the old purple metal flake can is going to have paint removed, tweaking/straightening as required, brand new out of package rare SKF ball bearing silver soldered in, etc. Onward 
Paul Wolcott
Posting Leader

Posted 25 January 2021 - 09:08 PM
I was going to do a similar job but found the 2 bearings I have in my stash are to tight to slip on to the motor shaft.
Do I need a 2mm I.D. bearing? Which I would think would be loose at .07874"
I probably have a 5/64th which is .0781" which is too tight.
What gives 
I bet you have the answer oh wise one
Builder
Posted 25 January 2021 - 09:33 PM
I do have the answer, because I just finished going through exactly what you are talking about
Remember we are dealing with vintage parts here - slot car tolerances were all over the map in 1967. Everything was a mishmash, and nothing was standard.
It's called "blueprinting" - making all the parts fit as perfectly as possible. If an arm shaft is too tight on a bushing or BB, make it fit. Today my arm shaft was way too tight on the SKF BB. Guys with fancier tools than me would probably use a lathe.
I simply chucked the arm into my electric drill in reverse, wrapped pieces of 400 to shave it down until it went through the BB bore, then finished it off with 2,000 grit. The guys with the fancy tools are probably cringing  I wipe it down to purify, clean off the fairy dust, and sally forth.
I wipe it down to purify, clean off the fairy dust, and sally forth.
This isn't a world championship G7 motor, it's a vintage silver wire arm getting probably the best care it's ever had.
Paul Wolcott
Posting Leader
Posted 25 January 2021 - 10:16 PM
Got it, thanks for sharing 
Age scrubs away speed!

Posted 25 January 2021 - 11:27 PM
Polishing arm shafts was a popular exercise in the 70's. The American drill blanks didn't fit in the German GRW bearings. I used Flex-I-Grit, a mylar backed sanding screen that was available in various grits, including some in the 12,000-15,000 range. Each grit was a different color. The grits I used were under 1,500. I used crocus cloth from a hardware store too.
Checkered Flag in Hand

Posted 26 January 2021 - 12:24 PM
Polishing arm shafts was a popular exercise in the 70's. The American drill blanks didn't fit in the German GRW bearings. I used Flex-I-Grit, a mylar backed sanding screen that was available in various grits, including some in the 12,000-15,000 range. Each grit was a different color. The grits I used were under 1,500. I used crocus cloth from a hardware store too.
"Polishing" arm shafts was an art in the 70's. I remember one racer had a Pooch 24 that was an absolute missile at Elmsford. After he sent it out for Truing and Balancing he decided to put it in a good ball bearing set up. When the shaft wouldn't fit the bearings, he enthusiastically sanded it down. When he was done it was so undersized it rattled around in the bearings and never ran right again.
Age scrubs away speed!
Posted 26 January 2021 - 12:53 PM
I always kept a spare bearing at hand for a "fit-n-try" as the polishing work progressed. I polished several dozen arms this way in a Dremel & never had any under-sized shafts.
Grand Champion Poster

Posted 26 January 2021 - 02:55 PM
A possible alternative for a tight fitting "inch" bearing" (if you can fudge "true vintage" parts a bit) is a metric bearing. A 2mm X 5mm is a bit larger ID at .07874" vs .07813" for the vintage SKF. The OD is also a bit larger but only by .010". That's hard to spot in a finished motor.
Rick Thigpen
Check out Steve Okeefe's great web site at its new home here at Slotblog:
The Independent Scratchbuilder
There's much more to come...
Builder
Posted 28 January 2021 - 10:04 PM
I still get PM's from guys who say they appreciate seeing my "sausage-making process". I have one friend in particular who specifically asked me to show steps regarding drilling and tapping. When I suggested he simply search all 7 pages of "Pablo's Builds" I'm not sure if he was laughing or crying
I'm still the guy with a twist drill bit set and electric drill. No lathe, no fancy tools. So if I go into too much detail on this motor for you, simply fast-forward to the chassis. Nothing new here, same old stuff.
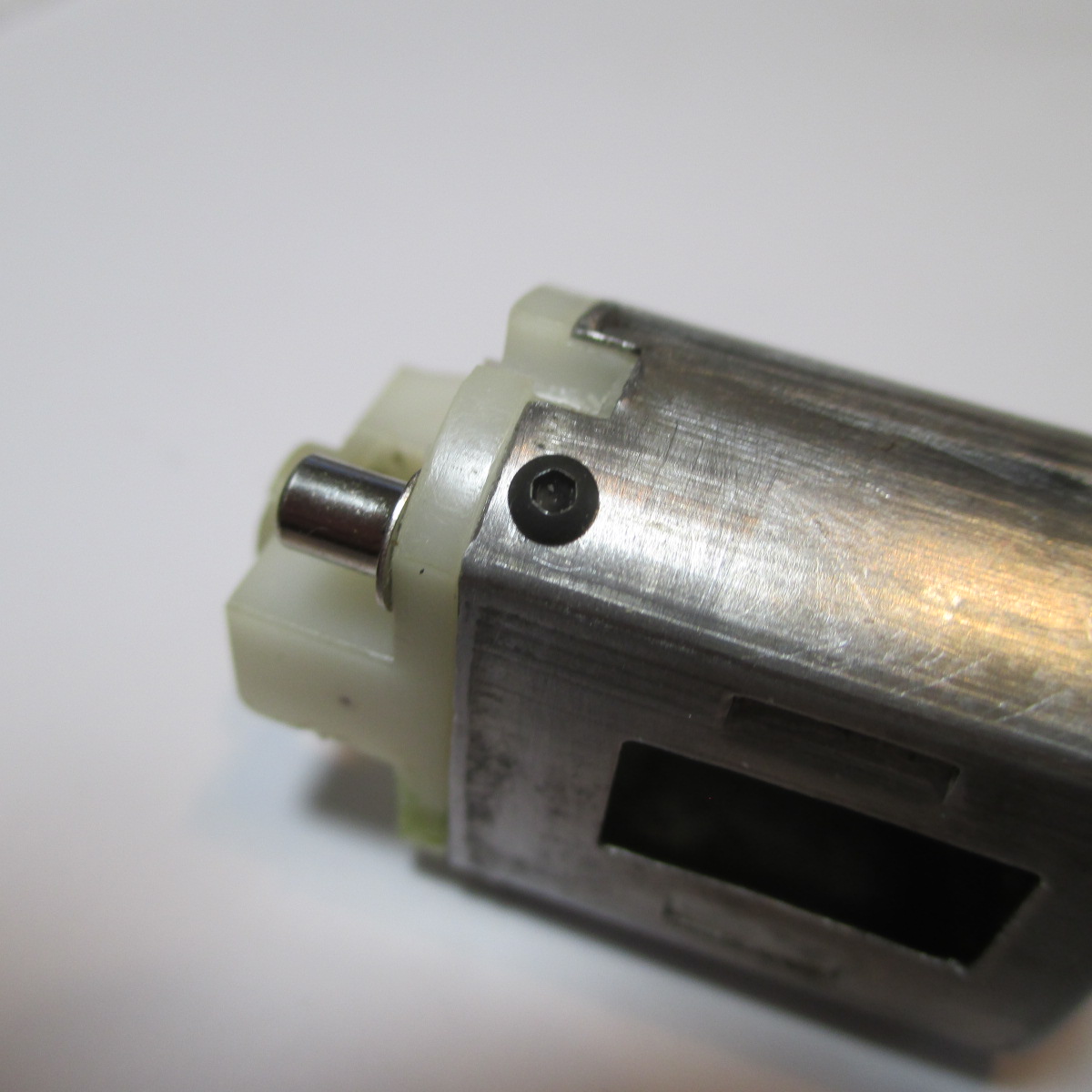
Old paint stripped off the can. They sell stripper in spray cans now. Don gloves and eye pro, go outdoors, spray, soak, wire brush, repeat. I used the same cooking pot I use for dyeing crown gears. If you want to bend or remove any of the magnet management or EB attachment tabs, now is a good time. SOS cleanup then hand sand with wet/dry 400 grit sandpaper. Use a Dremel stainless steel wire brush to remove any stubborn paint.
On a modern new race can, now would be the time to insert a can straightener, followed by a bearing insertion tool.
But it won't work on a 50+ year old can with nubs and whatnot sticking out.
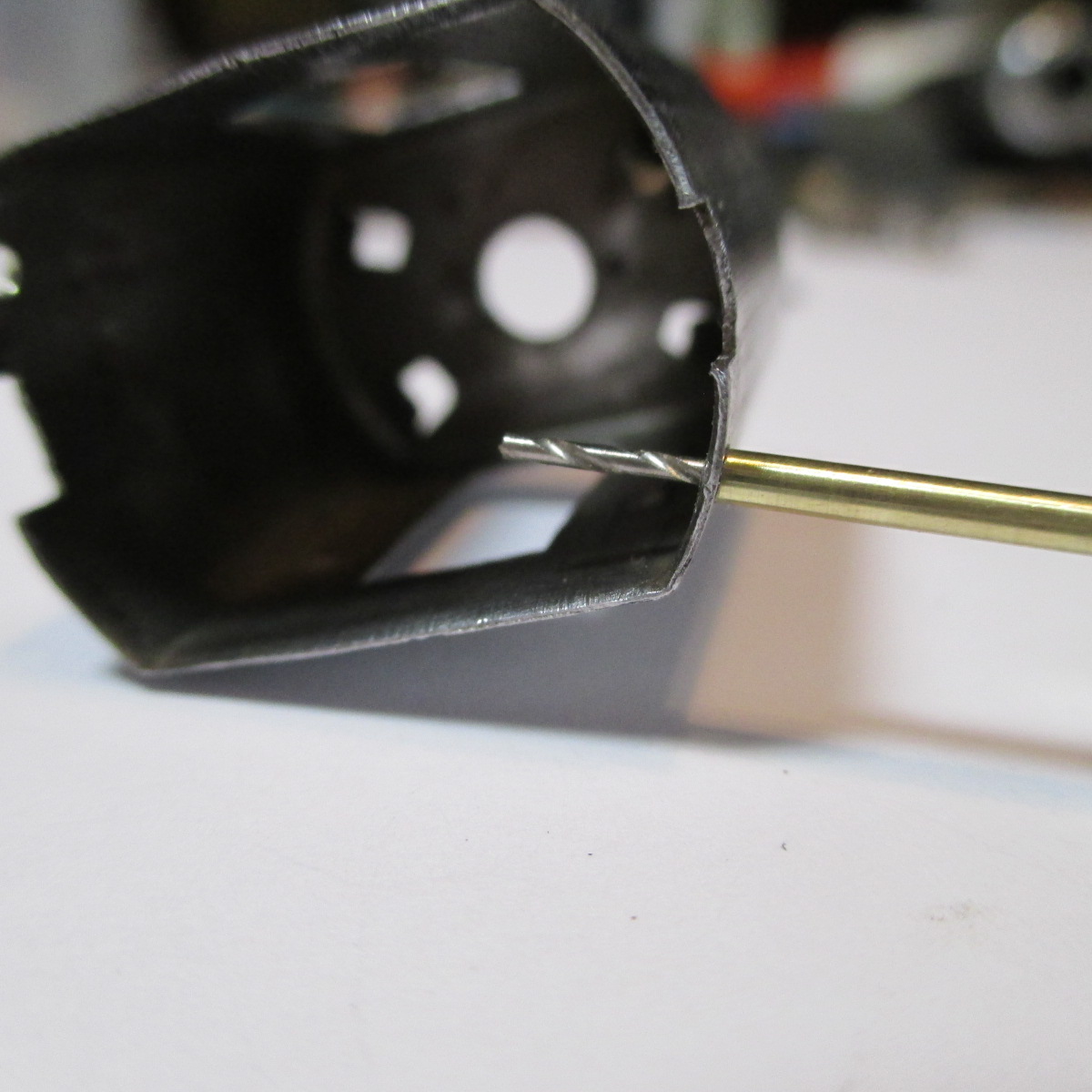
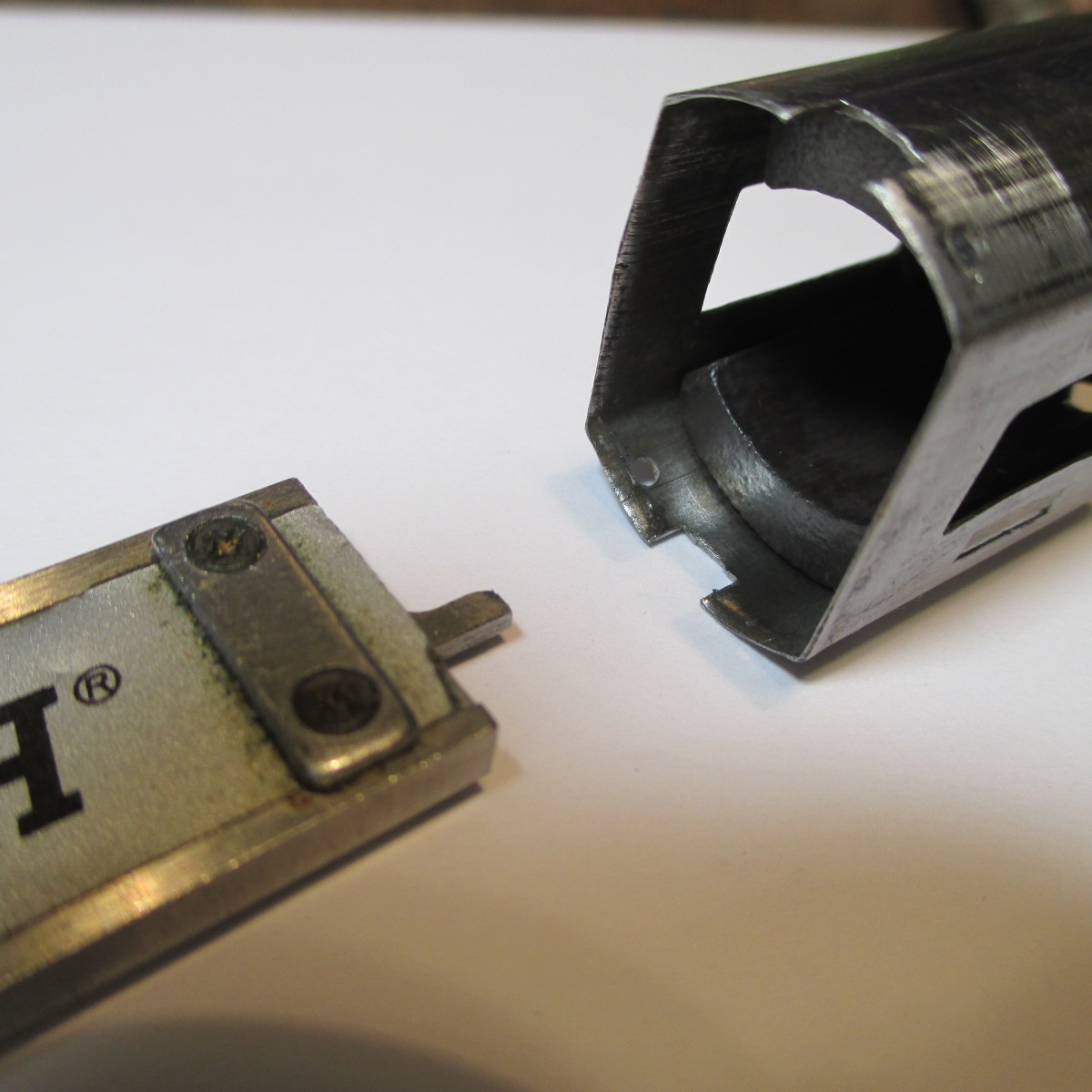
EB: 3/32 brass square tube tells me the hood/holder alignments are pretty true. So I'm going to tack them together, remove them quick, do a scrub, and start making some holes .......
Paul Wolcott
Age scrubs away speed!
Posted 28 January 2021 - 11:34 PM
Pablo, I took a can straightener & a bearing installation tool & ground two 1" long slots on both top & bottom faces to clear any nubs or magnet retainers on C-cans. This allows me not to have to bend something out of the way that I'll need later in order to use both tools. You probably already know this, but bent nubs will disappear under paint when filled with 60/40 solder & then sanded smooth. It's similar to leading that was done for automotive bodywork before today's putties were created..
Builder
Posted 28 January 2021 - 11:54 PM
Bill, I like leaving the rear nubs in; they make a great adjustment device for setting the mags
Hakko 454 is the perfect tool for soldering holders to hoods - zip, done. They come off quick and everything gets a bath. Hardware gets polished with a carbon wire wheel on a Dremel.
2-56 tap chucked up to the knurled tool gizmo. Since the holes in the EB are already there, no need to drill.
The real pros do this with a drill press but I use 3X reading glasses and educated fingers
I tap a little at a time, in n out and remove the buggers

Paul Wolcott
Builder
Posted 29 January 2021 - 12:31 PM
Now for the EB to can attachment. I like Koford "Box Stock" self tappers. The max OD of the threads is about .057".
Tools I use are:
-Commando mini-twist drill bit set with the .027, .032, .047, and .063 bits and both punches
-a piece of 1/16 brass tube about 1/2" long
-small tapered round files
-electric drill, variable speed
Remove all the bits and the end cap to allow insertion into a drill

Use the punch on the desired locations. I used my linesman's pliers as a hammer - on a 15 thou can, all it takes is a sharp "tap"

Chuck the .027 bit into the Commando then chuck it into the drill. Set the drill on "forward"
Drill the pilot holes, then switch to the .063 bit and enlarge the holes. File holes as needed to make the screws insert without hanging up
At this point, you need to decide which way the EB and can will connect. In my case, a previous owner glued the post protectors on and flattened one of them for clearance. So that is my bottom, and it matches the can side sans notches. The only thing that matters is, always put it on the same way

Paul Wolcott
Builder
Posted 29 January 2021 - 01:59 PM
Here is my gizmo trick to make a perfectly centered hole in the EB. Bevel the ends of the tube so it snugs up into the can holes. You can set your drill aside now, it's hand twist from here on. Also you can re-install the end cap to give you more finger traction
Install the EB, make sure it's absolutely true, hold tight and start twisting holes with the gizmo fully extended
Now enlarge the holes to .047

and you should have perfectly matched .063 over .047 holes
2 hours to teach it but only 10 minutes to do it 
Paul Wolcott
Grand Champion Poster
Posted 29 January 2021 - 02:55 PM
Very clever use of common tools to get a perfect result. An accurately located tapped hole perpendicular to a curved surface.
I get the same results............but I have to use a couple hundred dollars worth of tools. A mini drill press, mini drill press vise, an adjustable angle plate and a tapping fixture
Rick Thigpen
Check out Steve Okeefe's great web site at its new home here at Slotblog:
The Independent Scratchbuilder
There's much more to come...
Builder
Posted 29 January 2021 - 09:35 PM
Thanks Capt. Rick, means a lot coming from you 
BB installation - on a modern motor I'd have verified the trueness of the can with a can straightener, and be using a BIT (bearing insertion tool) to place the BB. Just won't work on a 50+ year old can and EB.
So I simply trussed up the EB with masking tape to protect from droplets of Lucky Bob's acid, inserted a dummy shaft tool, and soldered it in with Koford silver solder. Easy job because it fits absolutely perfect and the can is thin. Followed by cleaning, smoothing, rinsing, oiling. She passes the "shaft falls though under it's own weight" test

Holders/hoods go back on. Arm goes in to check for holder alignment on the comm, spacing check, and mag placement

Paul Wolcott
Posting Leader
Posted 29 January 2021 - 10:34 PM
Thanks for sharing all these details, very helpful. 
Checkered Flag in Hand

Posted 29 January 2021 - 10:49 PM
Agreed
Builder
Posted 29 January 2021 - 11:55 PM
Cool
As I mentioned before, the rear can tabs are useful as magnet placement devices. I bent them almost all the way in to start, slammed the mags in until they hit the stops, measured the distances between the can front and the forward edges, and equalized them by bending the tabs little by little

I stopped at .195", then assembled some clips of various sizes and tried them until I found a set that centered the mags up and down. This is all guessing and measuring. A matching set of .032 clips worked


Now the mags are temporarily secure. I installed the spaced arm for a mag centering test; I'm free to move the mags fore or aft to center the arm in the magnetic field by bending the tabs little by little. Sometimes you just get lucky. First try, the arm was perfectly centered. Bunky, hand me the Loctite quick, before the earth wiggles 


Tomorrow once the CA is dry I'll slip a magnet slug in there to double check up/down placement to see how precise it is.
The hole is about .550 which gives me an airgap of about .018 per side
Paul Wolcott
Builder
Posted 30 January 2021 - 06:58 PM
The closest slug I have is .535 so I inserted it and simply eyeballed the mag placement up/down. Good enough for vintage, it rotated unencumbered. Throughout the day I've been giving the mags and clips minisquirts of CA here and there.
One thing I forgot to say is, the digital calipers can also be made to push the mags in precisely. Set the distance you want, and lock it up. Use the feeler as a pusher until it hits the front edge of the can

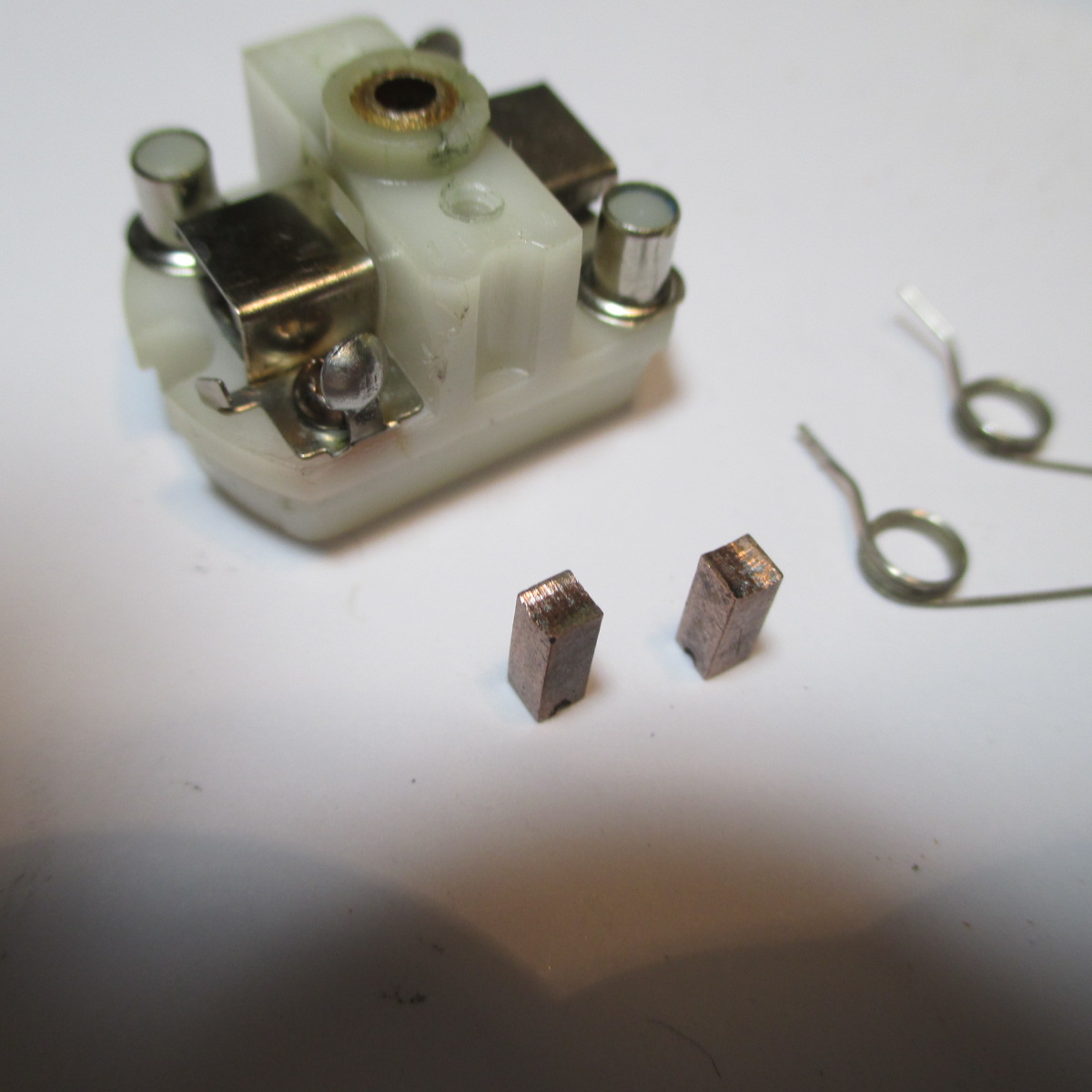
Take a set of 16D vintage brushes, sand off the patina with 2,000 grit sandpaper, and mark them "+" and "-".
Insert pre-radius tool into any old can with a good bushing, and your good EB. Align it by setting up old axle hubs so the cutting surface is directly where you want it. That way when you rotate the tool, all you have to do is hold the EB tight to the dummy can

Insert brushes and springs. If the springs aren't pushing the brushes straight level and true, now is the time to tweak them until they do. Using the hub gizmo on the can end as a handhold to twist the tool.

I'll do 15 twists, stop, reverse for 15 more, remove and check one. If they seem soft and you see material spilling out, you may want to stop short. These seemed like they wanted more, so I did another 15/15. Remove, spray dust from EB, clean faces with lighter fluid, inspect brush faces. Now you have pre-radiused vintage brushes to fit vintage 16D holders with a 36D cupped face. They are close to perfect. Break in will do the rest
Paul Wolcott









